






Если не брать в расчет землю и цеха, то, конечно, главное на заводе - это обрабатывающие станки. Конкретно основные - токарные и фрезерные. Есть еще множество других, более узкоспециализированных, но эти - основные. И, конечно же, они должны быть с ЧПУ управлением. Без этого сейчас вообще никуда. Попробуем собрать импортнозамещенный фрезерный станок для точных работ. Смотрим, из чего он состоит:
1. Станина. - Люминий, или чугуний.
Ладно! Это мы можем. Отольем, обшкурим, покрасим! Для легких станков можно вообще станину-раму сделать сборную из кострукционного алюминиевого профиля. У нас его несколько заводов производят. Для тяжелых и точных станина нужна цельнолитая. Чуть сложнее, но тоже решаемо у нас же.
2. Система перемещений.
В зависимости от требуемой точности. Для производства мясорубок пойдут рельсы скольжения, или ролики, как на фото справа. А вот, если нужна точность, то безальтернативны линейные направляющие.
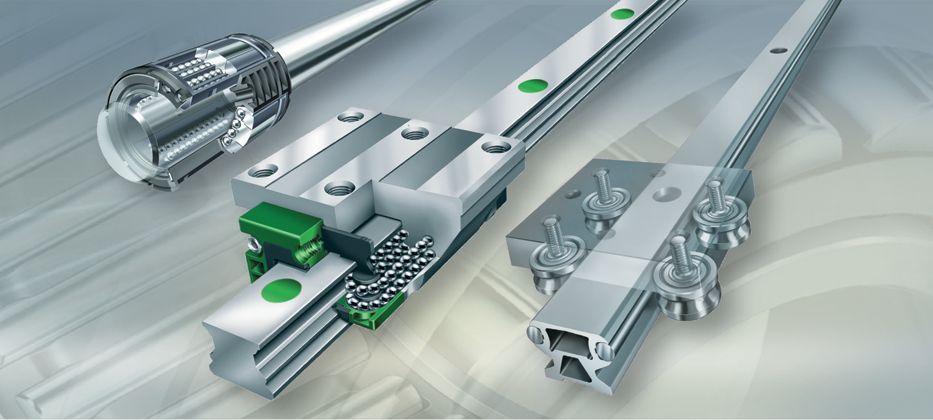
Для высокой точности вот такие, как посредине.
Кто выпускает? Корея, Япония, Германия, Китай. Россия - нет. Нет у нас такого производства.
3. Шпиндель. Мощность 1,5-4 квт. Для долгой и стабильной работы - с водяным охлаждением.
И это не электродрель. Это прецезионный трехфазный двигатель с минимальным биением на валу, которое обеспечивают особо точные подшипники. Кто делает? Китай, Германия. Россия - не делает.
4. Двигатели приводов.
Шаговые, или серво - в зависимости от требуемой точности и скорости. С соответствующими драйверами (блоками управления). Для точных перемещений с отслеживанием перемещений внутренним - относительным, или внешним - абсолютным. И - да, России в списке производителей нет.
5. Система управления. Это сама стойка ЧПУ.
Фактически - спец. компьтер с программной оболочкой. Понятно, что ни таких компьтеров, ни программ мы не выпускаем.
Вот и выходит, что, кроме станины, собрать сейчас хороший станок из родных комлектующих невозможно. И, если мы говорим о промышленном суверинитете, то необходимо налаживать наше производство линейных приводов, шаговых и серво приводов, шпинделей. Разрабатывать свои стойки управления, программы. А, уж, сделав себе такие станки, фрезернуть на них условный ойфон не составит никакого труда. Да и торговать такими станками с нашими, менее продвинутыми в промышленности партнерами, будет гораздо интереснее, чем пшеном.
Комментарии
Чего там секретного? Режимы снятия напряжений известны уже почти сто лет. Чугун состаривают просто - бросают на улице на несколько лет. Стальные конструкции или ультразвуком, или термичкой
Как бы софт делают. Не за горами и железо. Благо наши процы появляются.
А вот с системами перемещений да, засада.
И софт делают и железо. Некоторые производители правда на запад свалили, там легче бюпродавать на тот же запад.
Вообщем это сейчас не проблема. Вопрос стоит остро в линейных направляющих и высокоточных подшибниках и их ассорьименте.
Инструмент ещё.
Инструмент в меньшей степени. Скорее твердосплавы.
Все остальное - станки, инструмент, сервомоторы и прочее можно делать вмусловном гараже. А вот ключевые позиции в полукустарных условиях сделать нельзя.
Главная проблема в том, что и СССР не делал хороших станков высокой точности. В чем причина - не знаю. Но предполагаю в нюансах организационно-управленческой системы. А нынешняя бюрократическая модель является наследницей той самой, в которой хорошие станки не делались.
Главная проблема тут в том, что в подобных задачах не работает принцип "задание идет сверху", как и не работает принцип "абстрактного хочу". Суть в том, что пока разработка не выполнена, то никто еще не знает, что конкретно нужно сделать, поэтому вышестоящий начальник не может выдать конкретного задания. А так, как заранее неизвестно, какие характеристики будут у разработки, то и абстрактное требование "сделай как можно лучше" тоже не работоспособно. Основной нюанс в том, что для разработки одного отличного решения нужно вначале разработать 90 негодных решений и еще 9 плоховатых (понятно, что цифры 90 и 9 весьма условные), на этом спотыкается командная система ("задание идет сверху"). А создавать мотивацию с низу с одновременным вбухивание в проекты огромных средств - это не так просто организовать, т.к. всегда будет соблазн просто "осваивать деньги", при этом ничего путного не делать ("имитаторы бурной деятельности").
Ну тогда наберите в поиске «станкостроительный завод им.Ильича,Ленинград...
В поиске можно набрать что угодно. Вот только СССР не делал высокоточных станков. Не было технологий.
Конечно, если сравнивать с уровнем станкостроения начала 20 века, то этот завод действительно выпускал станки повышенной точности. Но исходя из имеющихся в мире станков во второй половине 20 века, ближе к 70-80 годам, то у СССР не было таких своих станков, какие были у буржуев.
Интересно,зачем тогда фрг и япония у них станки покупали,на металолом,наверное)
Ассортимент станочного парка огромен, как и номенклатура выпускаемых на этих станках изделий.
По соотношению цена/качество целый ряд советских изделий, в т.ч. станков, была хорошим выбором. Точно также, как и советские авто достаточно успешно продавались в кап.страны. А для СССР весьма важным была валютная выручка, поэтому СССР вел достаточно гибкую ценовую политику при экспорте промышленных товаров.
Опять фантазии прут)
У Вас? Не исключаю.
Я так понимаю Вы знаток советского станкостроения?
Что такое станок высокой точности?
С определенной частью по своей профессиональной тематике знаком достаточно хорошо. Так, как из реальных характеристик станочного парка вытекают весьма конкретные характеристики оборудования, которое на нем производится.
И когда ты глубоко изучаешь конкретное оборудование в своей профессиональной сфере и видишь, что некоторые параметры лучше бы изменить, для существенного улучшение характеристик. Но когда копаешь глубже, то обнаруживаешь реальные причины того, почему это было сделано так, как было сделано.
В каждый период времени, под станком повышенной точности я понимаю лучшие мировые образцы конкретных станков (по функционалу и назначению). А так, как существует огромное количество станков, от универсальных, до узкоспециализированных, то каких-то универсальных параметров у них нет.
То есть насчет точности, в вашем понимании, это ваши фантазии, "автор так видит" короче)
Вопрос точности - это вполне конкретные характеристики конкретного станка. Из этого вытекают конкретные характеристики изготавливаемых на станке деталей. А из характеристик деталей вытекают характеристики конечного изделия.
Если нужно улучшить характеристики конечного изделия, то для этого нужно улучшить характеристики деталей, а для этого нужно применять другие станки. И когда такой переход осуществлен, то ты в живую можешь "пощупать" разницу до и после, в т.ч. в ходе испытаний изделий сравнить их характеристики, чтобы оценить общий экономический и народнохозяйственный эффект.
Так, как Вы точно не в теме моей профессиональной области, то естественно нет смысла с Вами обсуждать характеристики конкретных станков, применяемых для изготовления оборудования для этой конкретной области.
А так, как станки разные. Одни делают детали размером в "мм", другие размером "см", другие размером в "дм", третьи размером в "метры" и т.д. Да еще и разный принцип работы станков, ведь существуют не только токарные и фрезерные, ведь не станки не только металлообработкой занимаются. Станки вообще могут не иметь режущих инструментов, а, например, выполнять намотку неких катушек. Поэтому не существует универсальных характеристик точности, которые были бы применимы ко всему станочному парку. Понятно, что точность будет измеряться в допусках (величины расстояний, углов и т.п.). Но лучшие в мире станки определенного типа имеют погрешность в миллиметрах, а другого типа в микрометрах, и это не значит, что первые хуже, чем вторые, а это значит, что понятие точности отличается, в зависимости от типа и назначения станка.
Причем тут размер детали к тому к какому классу точности относиться станок?
Другими словами Вы ээ не совсем понимаете что такое точность станка, то есть, что такое как Вы писали ранее, высокоточный станок Захотелось Вам или кому и Вы назвал станок высокоточным, а захотелось так он стал и не высокоточным вовсе
Спасибо
Понятно, Вы не разбираетесь в сути проблемы, поэтому рассуждаете на уровне школьника. Да, Вы слышали понятие "класс точности", вот только Вы не понимаете, что за физические параметры стоят за этими словами. Вы классический диванный дилетант, нахватавшийся в интернете некоторых слов, а теперь из себя строите якобы умного.
Что касается советских станков, то высокоточные в большинстве - это такие, на которые по причине отсутствия таких станков, даже не были установлены классы точности (распространялся более низкий класс точности). Собственно и вне тематики станков, точно также масса зарубежного оборудования не классифицировалась советскими НТД по причине отсутствия отечественных образцов. Возможно Вы не знаете, но класс точности - это не абстрактная цифра в характеристиках, это достаточно строгая процедура испытаний (обычно - это заводские испытания), на которых этот класс точности подтверждается. Отсюда и отсутствие в НТД более высоких классов, т.к. речь о процедуре испытаний, а не про цифры.
Какой образец нужен?)
конечно про буквы
Все проехали Всего хорошего
Вы продолжаете подтверждать свое дилетантство, а потому спрыгиваете с темы.
Еще раз напоминаю, что классы точности хоть станков, хоть измерительных приборов вытекают из весьма конкретных методик испытаний и определений в ходе этих испытаний этой самой точности. А методики - это не абстракция, а весьма конкретные указания, на основании которой формируется программа испытаний уже конкретного изделия.
Поэтому общий порядок создания новых классов точности следующий. Вначале создается прототип, для испытания которого создается методика и программа испытаний, и если все это прошло успешно и получены новые (более высокие) значения по точности, то на основании этого пересматриваются и дополняются отраслевые или общегосударственные НТД, где уже и прописывается новый класс точности.
Поэтому никогда не существовало классов точности для несуществующих (не изготавливаемых) станков. Поэтому лучшие классы точности - это характеристики реально выпускаемого оборудования. Зарубежные станки, закупаемые СССР, характеризовались по иностранным (в т.ч. заводским) системам классификации, и если таких станков было много, то эти иностранные классы тоже могли включить в советские НТД.
Просто бред
Я понимаю, что Вы вообще не в теме, а потому Вам так сложно такое понять.
Если Вы имеете хоть какое-то отношение не то что к станкостроению, а вообще о машиностроении то о каком промышленном производстве или импортозамещении можно говорить в принципе??
Если имеете то наше машиностроение на краю гибели или уже погибло
Надеюсь, что все таки Вы просто болтун, видевший станок только на картинке или по телевизору
В противном случае - реально страшно
Такое ощущение, что пишет нейросеть.
Класс точности вытекает из методики испытаний..
Так проблема в том. что может это и есть современное российское станкостроение
Идиоты думали, что класс точности станка определяется заданием на проектирование, конструкцией Там подшипники туда забить или какие гидростатические опоры или АМП, эр а направлющих и тд
Оказывается нужно только правильно испытать) Подобрать методику и к индексу станка можно будет присобачить букву В а то и А
Там фи=1,6 прошло мимо
Будете на выставке?
Я вот думаю попытаться инфу собрать кто там от российского производства будет :)
В прошлый раз спрашивал есть ли у них (администраторов) выборка по российским производителям, сказали чтот такое конкретно не выделили, может в этот раз сподобятся.
В работе российские станки практически не видел.. Не моя тема, вообще, но из общих соображений интересуюсь когда приезжаю на очередной завод.
Швейцария, США, ЮК, немцы.. Этого добра вагон, российского в упор не видел.
Старые, советские это пожалуйста, но современное российское станкостроение только на выставках и то редко.
Нет То что помню - это остатки машиностроительного образования и работы на заводе МАП. А в общем то с 1996 - композиты. Сейчас так вообще безработный можно сказать, прозябаю консультациями)
Спасибо, что подтвердили свой диванно-дилетантский уровень.
Я разве что-то про себя где-то скрываю?
А что Вы хотите увидеть на выставках? Работу отдела маркетинга и продаж? Рекламные буклеты?
Если же Вы бываете на реальных заводах, то и посмотрите, как они в реальности работают. Нет современных российских станков, ну и ладно. Вы посмотрите, из чего реально состоит весь производственный процесс, из чего состоит конструкторская документация, что такое программа и методика заводских испытаний, что такое протокол испытаний, и как в итоге на выходе из завода маркируется продукция. Если это реальные заводы, а не "шараш-монтаж", то там все это будет. Станки производятся примерно также, только все это куда более требовательно и щепетильно. Реальным конструкторам и технологам, которые заказывают станки (формируют требования к заказу) протоколы реальных заводских испытаний куда важнее, чем рекламные буклеты на выставках.
Вы еще про восьмой гост расскажите
Что Вам рассказать про "ГОСТ 8-хххх"?
Я уже в целом рассказал, как разрабатывается НТД. Конкретной этот самый ГОСТ разрабатывался на основании программ и методик испытаний с учетом реальной практики проводимых испытаний. Цель и задача разработки ГОСТов в унификации этого процесса.
Это что? Год али как?)
Если Вам нужен ликбез, то не проблема. Есть 8-й ГОСТ разных годов. Есть "ГОСТ 8-82", есть "ГОСТ 8-77", есть "ГОСТ 8-71", есть "ГОСТ 8-53", есть "ГОСТ 8-40", были ли до того, не знаю. У последней редакции тоже было несколько изданий.
И все действующие?
Но Вы не ответили на вопрос
Вы по прежнему утверждаете что в СССР не производил станки класса точности В так как не было технологий
Или все же производил?
Я ни разу ничего не говорил про класс точности "В". Это Вы в очередной раз сами придумали. У Вас фантазия как у малолетнего ребенка, но в отличие от ребенка, Вы почему-то свои фантазии приписываете другим людям. Может все таки Вам к доктору сходить, а то уж слишком много таких фантазий?
Естественно, что действующим будет последняя редакция, если нет документа отменяющего действие или вышел срок, а переутверждения на новый срок не было. Но этим и интересны разные редакции, чтобы можно было их сравнивать друг с другом, чтобы было видно в какой период какие новшества появились.
Так вот все эти классы точности в ГОСТах появились не сразу, а вводились по мере появления реальных станков такой точности. Поэтому я специально объяснял, что ГОСТовские классы вытекают из "программ и методик испытаний" реальных инновационных разработок и их вводят в ГОСТ, т.к. этот 8-й ГОСТ как раз и предназначен для унификации ПиМ станков разных производителей, чтобы можно было сопоставлять между собой станки разных заводов (разных КБ).
Я же изначально говорил не про ГОСТовские классы, а в целом про высокоточные станки, и специально пояснил, что в данном случае я под этим определением понимаю, что это не формулировка из некого древнего ГОСТа (когда и появился там класс точности "В"), а характеристики лучших мировых образцов (вне зависимости от страны изготовителе), и эти параметры разные в разные годы.
Собственно по используемым буквам видно, что буквы первых 3 классов выбраны по одному принципу, а последующие по другому. Поэтому то, что по старинке называется "классом В - высокоточные станки" по нынешним меркам является достаточно грубым. Устаревание терминов - эти типичная проблема, когда технические характеристики пытаются описывать качественными прилагательными типа "новая", "быстрая", "точная" и т.п.
Идиоты типа Вас, которые только с дивана знают о машиностроении, станкостроении, приборостроении выдают такие идиотские перлы.
Понятно, что обывателям неведомо, что "программа и методика испытаний" - это составная и обязательная часть конструкторской документации на сложное изделие.
Конечно, если Вы ни разу в глаза не видели задания на разработку или проектирование, ни разу в глаза не видели полноценную конструкторскую документацию на сложное изделие, то Вам и неведома реальная этапность разработки и перечень разрабатываемой документации.
Поэтому такие идиоты, как Вы, могут написать "подобрать методику", "правильно испытать", "присобачить букву" и т.п. Дилетантам с дивана так видится. Все ясно.
Так это Вы так написали))
Это Вы не умеете читать, зато бурно фантазируете
Я понимаю, что Вы крайне далеки от темы станкостроения, машиностроения, приборостроения.
Поэтому Вы не знаете, что любой нормированный показатель, а в данном случае класс точности станков и измерительных приборов является подтверждаемым параметром. То есть изделие вначале проходит заводские испытания по той самой "программе и методике испытаний", а протоколе испытаний будут указаны результаты испытания, в т.ч. точностные характеристики конкретного экземпляра изделия, в т.ч. будет указан подтвержденный на испытаниях класс точности.
Обывателям, которые с таким никогда не сталкивались, такое понять крайне сложно. У обывателей свои диванные представления о промышленности.
Охренеть Если на то пошло то изделие вначале проходит квалификационные испытания
В приемо-сдаточных указывают другие параметры
Так это ведь Вы пишите о "приемо-сдаточных". То есть Вы вначале сами фантазируете, а потом свои же фантазии оцениваете, как "Охренеть". Вам похоже к доктору надо.
Я же говорю про общий подход, и все виды испытаний. Но Вы будучи диванным плохо представляете всю цепочку разработки. Естественно, что до "квалификационных испытаний" происходит еще как минимум два вида испытаний. А в реальной практике изготовления сложных изделий число испытаний до стадии "квалификационных испытаний" часто бывает превышает цифру 10. И естественно, что все эти испытания проводятся по программе и методике испытаний, причем эта ПиМ сама корректируется и дорабатывается в ходе разработки на основании предыдущих испытаний.
И естественно, что перечень параметров в протоколе заводских испытаний серийного изделия отличается от перечня параметров опытных образцов разрабатываемых изделий. А "квалификационные испытания" - это не сколько испытания самого изделия, сколько испытания завода (технологической цепочки) на готовность изготовления этих изделий серийным образом, а потому они и "квалификационные".
Общий подход описан в гостах Постановка продукции на производство
Прочтите для начала
Так Вы сами для начала прочтите, а то Ваш дилетанско-диванный уровень не позволяет Вам сами понять о чем Вы говорите. Подучитесь для начала.
И для начала Вам нужно понять, что до этапа "Постановка продукции на производство" (относящейся к ГОСТовской стадии "Разработка") имеется еще целая серия предшествующих этапов, в т.ч. этапов, связанных с испытаниями.
Ваш низкий уровень обусловлен тем, что Вы пытаетесь строить из себя "эксперта" в той сфере, где Вы ни разу ничего не делали. Вы же ни разу не реализовывали НИОКРы (или их части: отдельные НИРы и отдельные ОКРы), а потому ни разу не составляли ПиМ, не участвовали в реальных испытаниях. Вы даже никогда не участвовали в разработке ГОСТов (и иных НТД) или в их согласовании. А раз не участвовали, то с Вашего дивана многое будет Вам невидно.
Ну да она так и называется Система разработки и постановки продукции на производства
и да там две стадии Разработка и Производство Что не так? Вы хоть 15 госты в глаза видели?
Да при чем тут испытания и все такое прочее. Вы просто ответьте на один простой вопрос
Станки каких классов точности не производили в СССР а выпускали на западе Все просто Только короткий ответ.
Все что я от Вас хочу узнать. Не надо растекаться Просто ответьте на вопрос
Вы еще долго будете тупить???
Вы же сами никакие ГОСТы не читали, не знаете историю их появления, в т.ч. годы появления тех или иных стандартов. А раз не читали, то и сами никогда по ним не работали.
Так вот на стадии "Разработка" проводится много испытаний, минимум два с опытным образцом и минимум один перед началом серийного производства. На практике испытания проводятся намного чаще, т.к. не все получается с первого раза для сложных изделий.
Поэтому в 10 раз повторяю, что классы точности из 2-го ГОСТа - это как раз для "Программ и методик испытаний" и "Протоколов испытаний". То есть вначале появляется изделие с соответствующими характеристиками (на уровне разрабатываемого изделия), эти характеристики появляются в реальных ПиМ и реальных протоколах, а только потом (к очередному переизданию) эти характеристики появляются в ГОСТе.
Отсюда приходится повторять в очередной раз, что классы 2-го ГОСТа характеризуют реальные изделия (реальные станки), для которых имеются конкретные ПиМ и конкретные протоколы с результатами испытаний. Нет таких классов в ГОСТе, по которым нет реальных изделий (я это много раз говорил). Но Вы упорно тупите и не можете понять таких простых вещей. Именно Ваш диванный уровень и отсутствие практических знаний и привел Вас к ложным выводам, которые Вы зачем-то пытались приписать мне, я сразу говорю, что есть станки всех классов (и объяснил почему это так), а Вы начинаете жестко тупить. И лучший класс по 2-му ГОСТу - это класс "С" (микронная точность).
Так вот Ваша ошибка (обусловленная Вашей давностью) в том, что Вы путаете ГОСТовские классы с реальным ассортиментом всех видов станков. Начиная с того, что станки бывают не только металлорежущие, но и множество других видов, которые не попадают под классификацию 2-го ГОСТа. Формально у класса "С" отличные показатели точности (микронная точность), вот только не так много станков было с таким классом, даже по более низким классам.
Но Вам судя по всему неведомо, что чем точнее станок, тем менее он универсален, а значит на нем можно выпускать ограниченную номенклатуру изделий. Соответственно, чтобы получить определенные характеристики конечного изделия промышленного назначения (или даже бытового), нужна определенная точность всех составных частей и деталей. Причем не только точность, но еще и прочность и другие характеристики. Вот тут-то как раз и возникали реальные проблемы. Не закрывало советское станкостроение всей потребностей народного хозяйства в станочном парке, в результате ухудшались характеристики другого оборудования, которое изготавливалось на менее точных станках.
Я опять услышал что то об измерениях и методиках измерений
Я задал простой вопрос
Назовите станки какой точности предусмотренные даже не ГОСТами а ISO не производил СССР В реальном ассортименте пусть или в классах.
Ну куда проще то?
Подтверждаемый параметр не означает, что он вытекает из испытаний объекта, а присущ самому объекту.
Отклонения от номинального значения КМД существует вне зависимости от испытаний/измерений.
Вы погрязли в постмодерне
Это Вас занесло не в ту сторону. Теперь Вы уже про какой-то постмодерн. Вы бы для начала научились читать тексты, без фантазий.
У меня речь шла о нормируемых показателей. Естественно, что сами физические параметры всегда существуют без привязки к документам и даже формулам, записанных в учебниках, но не о них идет речь.
Так вот, "номинальное значение" или любой другой нормированный критерий - это как раз и записано в "программе и методике испытаний", а для серийно выпускаемой техники еще и в НТД. В результате испытаний и измерений в ходе этих испытаний фиксируются физические параметры, которые и соотносятся с критериями ПиМ и/или НТД.
Я же изначально говорил, что инновационные разработки с улучшенными характеристиками еще не могут квалифицироваться по НТД, т.к. в НТД на момент разработки еще не записаны новые улучшенные характеристики. Поэтому все эти критерии вначале отрабатываются на уровне ПиМ, а уже потом переезжают в НТД, как раз на основе реального опыта. Поэтому все классы точности по НТД - это характеристики реально изготавливаемого оборудования.
Более того, все нормируемые параметры - это не "сферические зазоры и погрешности в вакууме", а вполне конкретные физические параметры, измеряемые по строго регламентированной процедуре испытаний. То есть не проведя испытаний невозможно конкретное изделие отнести к тому или иному классу точности.
Вы понимаете, что фраза
некорректна?
Страницы