







Немного о фальшивомонетничестве и подделке документов. Часть 3. Подделка печатей
Предисловие
В первой части я немного рассказал о проблеме фальшивомонетничества и подделке документов "в целом". Во второй части я я немного рассказал о подделке подписей. Уважаемых экспертов-криминалистов прошу ногами меня не пинать ибо материал уровня "самоучка для непрофессионалов". Основной темой этого поста будут печати и штампы. Прочитав этот материал, Вы поймёте насколько уязвимы в современном мире обычные документы. Представленный материал это фрагмент моей будущей методички для курсантов и студентов, обучающихся по специальности "судебная экспертиза" (отсель нумерация рисунков) - соавторов толпа, а пеЙсатель один, хе-хе... Соответственно, рисунки были немного "подправлены" - чисто поржать над "соавторами" и попЕарить АШ. Подавляющее большинство рисунков были взяты из "бумажных" книг авторов, служащих/работающих в МВД и МинЮсте, список этих многоуважаемых авторов в конце поста.
4. ИССЛЕДОВАНИЕ ОТТИСКОВ УДОСТОВЕРИТЕЛЬНЫХ ПЕЧАТНЫХ ФОРМ (ПЕЧАТЕЙ И ШТАМПОВ)
4.1 Фабричные технологии, применяемые при изготовлении удостоверительных печатных форм (печатей и штампов), их признаки
Печатью (штампом) называют специальную форму, применяемую при оформлении документов.
Оттиски печатей (штампов) являются одним из обязательных реквизитов большинства документов и служат для удостоверения изложенных в них фактов.
В зависимости от назначения печати бывают гербовые и простые. Они могут быть изготовлены по различным технологиям с использованием разнообразных материалов. Гербовые печати могут быть только круглыми, простые - круглыми, треугольными. Штампы могут иметь разную форму (прямоугольную, шестиугольную и т. д.). К удостоверительным печатным формам в определенной мере также можно отнести факсимильные печатные формы (факсимиле).
До 1992 года изготовление удостоверительных печатных форм осуществлялось в специализированных штемпельно-граверных мастерских, деятельность которых контролировалась подразделениями органов внутренних дел. Действовала специальная инструкция, утвержденная Приказом МВД СССР от 13 февраля 1978 г. №34, которая упорядочивала производство печатей и штампов, определяла порядок их учета и хранения. Существовали определенные требования к форме, размерам удостоверительных печатных форм и размещению в них текстов.
Так, величина диаметра круглой простой или гербовой печати с текстом на одном языке должна была составлять 38-40 мм, на двух языках - 40-45 мм. Специальные гербовые печати могли иметь диаметр 25 мм. В треугольных печатях длина сторон внешнего треугольника должна была равняться 40-45 мм, длина же сторон внутреннего треугольника не регламентировалась.
Согласно Инструкции о штемпельно-граверных предприятиях от 13 февраля 1978 года в печатях (штампах), содержащих текст с наименованием какого-либо учреждения (предприятия), должно приводиться название вышестоящей организации (например, министерства). Причем текст с полным наименованием учреждения (предприятия) должен располагаться в круглых печатях по окружности ближе к внутреннему ободку.
В промежутках между началом и окончанием самостоятельной фразы помещался знак в виде «снежинки» или «звездочки». При одностороннем размещении текста основания букв должны быть обращены к центру печати (текст в оттиске читался по часовой стрелке). Если же текст имел двустороннее расположение, то основания букв верхних строк были обращены к центру, а основания букв, входящих в нижнюю строку, - в противоположную сторону (текст в этой строке читался против часовой стрелки).
В оттисках круглых печатей, изготовленных в специализированных предприятиях, как правило, наблюдалось следующее:
- совпадение центров внешнего и внутреннего ободков;
- расположение оснований букв текста, размещенного между ободками, по линиям окружностей, параллельных линиям ободков;
- совпадение продольных осей букв, расположенных между ободками, с направлением радиусов ободков, в связи, с чем эти оси должны пересекаться в центре печати;
- параллельность продольных осей букв в тексте, расположенном в центральной части простых печатей;
- равномерность расстояний от разделительной «снежинки» до начала текста и его окончания;
- соответствие общего строения герба описанию его в Конституции;
- симметричное расположение фрагментов оттиска относительно продольной оси, проходящей через его центр перпендикулярно основанию. Причем основание герба должно быть обращено к разделительному знаку (например, «снежинке») или к оси симметрии текста, размещенного между двумя разделительными знаками.
|
|
В оттисках треугольных печатей и штампов продольные оси букв должны быть параллельны между собой, а сам текст располагается симметрично относительно вертикальной оси, проходящей через центр оттиска перпендикулярно основанию.
Кроме перечисленных признаков печати (штампы) должны были отвечать определенным требованиям, предъявляемым к обычной типографской продукции. В частности, конфигурация букв должна соответствовать стандартному типографскому шрифту, одноименные буквы - иметь одинаковую конфигурацию и размер, буквы в одном слове - иметь одинаковый характер рисунка, равномерность интервалов между буквами и словами и т. д.
В настоящее время никаких требований к простым печатям (штампам) не существует.
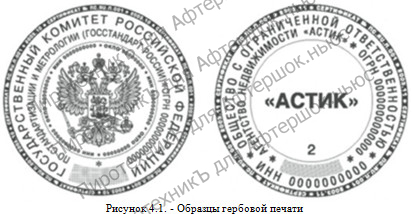
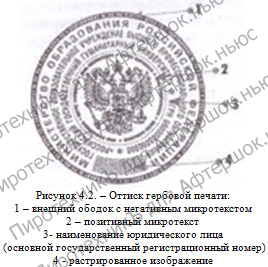
Что же касается гербовых печатей, то с 1 января 2004 года вступил в силу Государственный стандарт «Печати с воспроизведением Государственного герба Российской Федерации» (ГОСТ Р 51511-2001). В указанном стандарте даны технические требования к печатям с воспроизведением Государственного герба Российской Федерации (в дальнейшем по тексту - гербовые печати). Согласно данным требованиям гербовые печати могут иметь только круглую форму диаметром от 40 до 50 мм. Между двумя внешними окружностями (расстояние между ними 1,3 мм) располагается микротекст (белый на черном фоне), содержащий повторяющиеся сведения: «сертификат № ...» (указывается номер сертификата, на основании которого предприятию-изготовителю дозволяется изготавливать гербовые печати), код изготовителя печати по реестру регистрационной палаты, год и месяц изготовления печати, регистрационный номер печати по реестру печатей в регистрационной палате. Все указанные сведения разделяются знаком «снежинки»*. В центре печатной формы располагается изображение Государственного герба Российской Федерации (в дальнейшем - герб). Диаметр условной окружности, в которую вписывается герб, должен быть не менее 14 мм. Вокруг герба по окружности располагается микротекст (черный на белом фоне). Расстояние между гербом и данным микротекстом должно было не менее 1 мм. Он представляет собой повторяющийся текст, включающий идентификационный налоговый номер (ИНН) и код по Общероссийскому классификатору предприятий и организаций (ОКПО). Указанные сведения разделяются знаком в форме «снежинки» *. Размер знаков в микротексте - от 0,5 до 0,8 мм. Между микротекстами по часовой стрелке располагаются концентрические строки информационного поля, в которых содержится полное наименование юридического лица в именительном падеже, в скобках - его краткое наименование (должно соответствовать наименованию, закрепленному в юридических документах) и основной регистрационный номер заказчика печати согласно записи в Едином государственном реестре юридических лиц. Минимально допустимая высота знаков шрифта на информационном поле - 1,5 мм, а максимально допустимая ширина - не менее 0,1 мм. В оттисках должны присутствовать линии шириной 0,08 мм (как правило, они располагаются в элементах изображения Государственного герба).
Как уже отмечалось, никаких стандартов в отношении простых печатей и штампов в настоящее время не разработано и технология их изготовления не регламентирована.
Несмотря на это, при их изготовлении в большинстве случаев придерживаются определенных правил, в частности: в этих изделиях одноименные знаки в одном слове имеют одинаковый размер и графический рисунок, буквы в слове имеют одинаковый характер рисунка, интервалы между словами и знаками примерно равны, текст располагается симметрично относительно центра и т. д.
В настоящее время в специализированных предприятиях, имеющих официальное право заниматься изготовлением мастичных печатей и штампов, применяется несколько технологий. Следует заметить, что печати (штампы), полученные с помощью этих технологий, имеют ряд специфических признаков, которые соответствующим образом отображаются в оттисках.
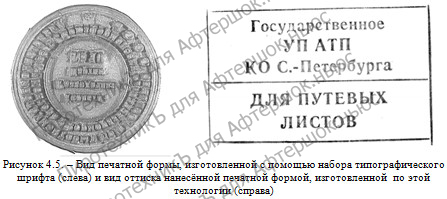
Наиболее «старая» технология производства удостоверительных печатных форм (так называемая традиционная) включает в себя три основных этапа: сборку металлической формы, получение матрицы и непосредственное изготовление клише (т.е. печати или штампа). Раньше при составлении металлической формы использовали типографский шрифт, наборные линейки, пробельный материал (шпации) и металлические кольца (ободки), между которыми укладывался и закреплялся шрифт.
|
|
|
|
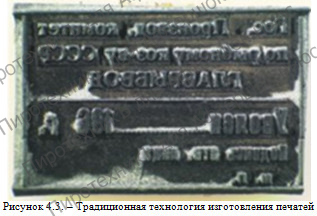
Если печать гербовая, то в средней части набора помещали сердечник с изображением герба или эмблемы, изготавливаемые цинкографским способом или гравированием по металлу (дереву).
Набранной печатной формой, скрепленной в одной металлической раме, делали оттиск на специально приготовленной массе, состоящей из гипса, глины, декстрина и воды.
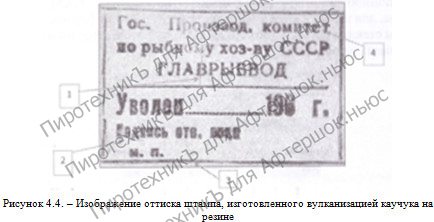
Этот оттиск и служил матрицей. Полученную матрицу помещали в электропечь, где она сушилась и обжигалась при 150 °С, затем готовую матрицу передавали в цех вулканизации, где на нее накладывали соответствующий слой каучука и помещали под прессом в печь примерно на 2 минуты. Под действием высокой температуры (110—130 °С) каучук вулканизировался (превращался в резину), в результате чего полученный материал становился упругим и, следовательно, печатающие элементы хорошо сохраняли свою форму.
|
|
|
|
Для оттисков печатей (штампов), изготовленных по технологии, связанной с применением ручного набора, характерны следующие специфические признаки:
- графический рисунок знаков соответствует гарнитурам стандартного типографского шрифта;
- смещение знаков вверх или вниз относительно линии текста;
- незначительный «завал» букв вправо или влево;
- наличие деформированных линий окружности и рамок;
- отклонение вертикальных осей отдельных букв, расположенных между ободками от радиального направления.
|
|
|
|
Последние три признака возникают из-за плохого крепления литер и пробельного материала при сборке металлической формы.
Красящее вещество (штемпельная краска) в этих оттисках распределяется относительно равномерно по площади штриха. Однако в слабоокрашенных оттисках на высококачественной бумаге могут встречаться штрихи, края которых имеют более интенсивную окраску по сравнению с остальной их частью (признак, характерный для высокой печати).
В начале 80-х годов на предприятиях, занимающихся изготовлением печатей и штампов, был внедрен более рациональный способ: на первой стадии вместо ручного используется линотипный набор, т. е. текстовая часть формы изготавливается на линотипах. Затем с помощью специального приспособления при повышенной температуре отливке придают круглую форму (если изготавливают круглую печать). Для получения матрицы вместо гипсо-глиняной массы используют картон, пропитанный фенолформальдегидной смолой.
Ввиду того, что при изгибании в специальном приспособлении металлической пластины с текстом происходит неравномерная деформация внутренней и внешней стороны набранной на линотипе строки, возникают некоторые специфические признаки, обусловленные процессом изготовления:
а) линия строки принимает ломаную форму, в связи с чем происходит отклонение вертикальных осей целых фрагментов знаков от радиального направления;
б) наличие посторонних штрихов (загрязнений), расположенных вдоль основных элементов знаков. Этот признак возникает из-за небольшой высоты печатающих элементов, которые при сильном нажиме на клише деформируются и касаются бумаги;
в) отдельные знаки линотипного набора по своему рисунку отличаются от знаков ручного набора.
В настоящее время при производстве мастичных печатей и штампов наибольшее распространение получили фотополимерный способ, лазерное гравирование и ряд других современных технологий. Их характерная особенность состоит в том, что в процессе производства изделий используются «плоские» оригинал-макеты, которые изготавливаются по эскизам заказчика (за исключением гербовых печатей) с помощью компьютерных установок. При этом размер и гарнитура шрифта могут быть произвольными, т. е. не соответствовать стандартным шрифтам.
В основе фотополимерного способа изготовления клише печатей и штампов лежит процесс полимеризации мономеров под действием ультрафиолетовых лучей. Фотополимеризационные композиции могут быть жидкими и твердыми.
Процесс изготовления печатной формы включает четыре основных этапа:
- Изготовление негатива (фотоформы): на пленке или на бумаге с помощью лазерного принтера распечатывают позитивное зеркальное изображение печатной формы, предварительно полученное при помощи компьютерной верстки. Затем методом контактной печати с полученной распечатки на фототехнической пленке получают негатив - фотоформу.
- Экспонирование фотоформы на слой мономера в специальной формирующе-копировальной установке.
- Очистка пробелов путем обработки полученной печатной формы вымывным раствором (например, раствором стирального порошка).
- Дополнительное экспонирование под тонким слоем воды для придания печатной форме большей прочности.
|
|
|
|

Оттиски фотополимерных печатей и штампов характеризуются следующими признаками:
- края штрихов четко выражены, однако по всей их площади присутствуют вкрапления и сгустки красящего вещества;
- различная ширина элементов знаков;
- неровные края штрихов;
- различная длина параллельных элементов в одной букве;
- спрямление дугообразных элементов;
- искривления линии строк;
- в штрихах просматриваются неокрашенные участки круглой формы;
- графический рисунок знаков может не соответствовать гарнитурам типографского шрифта.
При точном соблюдении требований технологического процесса фотополимерным способом получают печати (штампы), оттиски которых не уступают оттискам печатей (штампов), изготовленных лазерным гравированием.
При изготовлении удостоверительных печатных форм по технологии лазерного гравирования по резине применяют прямую технологию. При этом для выборки формного материала используют энергию мощного, тонко сфокусированного лазерного луча. В качестве формного материала используют специальную резину. Лазерный пучок, сфокусированный в пятно размером от единиц до сотен микрон, разогревает формный материал до температуры испарения или термического разложения. В результате на тех участках формы, где она обрабатывалась лазерным пучком, с ее поверхности удаляется материал и образуются пробельные элементы. При этом одновременно создаются печатающие элементы. Никакая химическая или фотохимическая обработка формы не требуется.
Для оттисков, нанесенных удостоверительными печатными формами, изготовленными по технологии лазерного гравирования, характерны следующие признаки:
- четкая и ровная граница штрихов.
В отдельных случаях штрихи могут иметь пилообразную форму (при изготовлении печатной формы на аппаратах с низким разрешением);
- края штрихов резко обрываются;
- окончания элементов знаков имеют правильную геометрическую форму с четко обозначенными прямыми и острыми углами;
- элементы знаков могут отображаться в виде тонких линий, сужающихся к окончанию элементов;
- разрывы в тонких штрихах;
- отображение структуры поверхности печатающих элементов происходит в виде параллельных линий;
- оттиски круглых печатей могут иметь овальную форму;
- графический рисунок знаков может не соответствовать гарнитурам типографского шрифта.
|
|
|
|

|
|
|
|

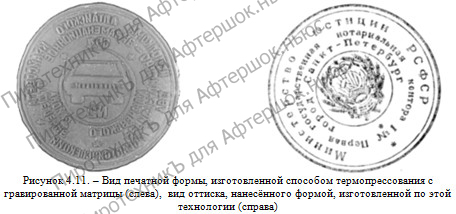
Изготовление печатных форм способом термопрессования с гравированной матрицы.
Матрицы изготавливаются из листового материала - металла или пластмассы достаточной толщины, в массиве которого фрезеруются (вырезаются) углубленные изображения печатающих элементов, формирующие реквизиты будущей печатной формы. В процессе изготовления матрицы используется специальное фрезерное оборудование, может применяться пантограф (рисунки 4.9. и 4.10.), с помощью которого матрица изготавливается путём копирования увеличенной модели.
|
|
|
|

Пантограф (or греческих слов pantos - всё, и grapho - пишу) - это прибор, служащий для перечерчивания планов, карт, схем и любых других изображений. С его помощью можно изменять масштаб изображения. Обычно пантографы используют для уменьшения масштаба изображения.
Пантографы изготавливаются различных размеров и конструкции, однако основу любою из них составляет система шарнирно соединённых рычаюв -линеек.
Пантограф состоит из четырёх попарно параллельных линеек, соединённых между собой шарнирами в точках А. В. С. D и образующих параллелограмм ABCD (рисунок 4.9.). Точка А (полюс) неподвижна, в точке F помещён шпиль (наконечник с шариком), которым обводится оршинал, в точке К находится исполнительный узел, в котором может быть закреплён пишущий прибор или гравировальный инструмент (фрезерная машина), которыми воспроизводится копня в уменьшенном масштабе (рисунок 4.10.).
Отношение масштабов оригинала и копии может быть изменено перемещением линейки СО вдоль линеек AF. и BF; одновременно должен быть перемещён и исполнительный узел (точка К) так. чтобы точки А. К и F находились на одной прямой. 'Этим достигается подобие фигур копни и оригинала.
|
|
|
|

С готовой матрицы, как и при изготовлении печатных форм с набора типографского шрифта, путем вулканизации резины (под давлением при повышенной температуре) получают резиновую печатную форму. Может быть изготовлено несколько печатных форм, причём первые образцы, как правило, дают более качественные оттиски, чем вторые.
Так как изображение на матрице образуется за счет формирования углублении на поверхности материала заготовки, то существует высокая вероятность того, что печатающие элементы печатной формы не будут располагаться в одной плоскости. Высота печатающих элементов зависит от глубины соответствующих элементов в матрице. Чаще всего эта особенность отмечается в местах пересечения штрихов. Первоначально вы- гравированные штрихи менее глубокие, чем полученные позднее и на удостоверительной печатной форме, а соответственно и на оттиске, они либо прерываются в месте пересечения, либо нс отображаются вовсе, так как находятся значительно ниже основной поверхности.
Края (границы) печатающих элементов у печатных форм, изготовленных данным способом, несколько округлены, как бы оплавлены. Такая структура краев печатающих элементов объясняется деформацией резины в ходе се вулканизации при повышенной температуре в процессе получения оттиска с матрицы. Края печатающих элементов могут быть настолько округлены, что в нанесении оттиска участвует нс плоская поверхность, а узкая полоска печатающего элемента, имеющего цилиндрическую форму, что не способствует стабильному следообразованию в процессе нанесения оттиска
Диагностические примаки высокой печатной формы, изготовленной способом термопрессования с гравированной матрицы
- возвышение печатающих элементов относительно пробельных элементов:
- относительно ровные линии строк;
- несоответствие конфигурации знаков конфигурации знаков типографского шрифта:
- неодинаковая конфигурация одноименных знаков;
- относительно ровные края прямолинейных печатающих элементов;
- угловатость округлых элементов отдельных знаков;
- различные форма и размеры симметричных элементов знаков;
- плоское и ровное дно печатной формы;
- наличие радиальных трасс на основаниях и рабочих поверхностях печатающих элементов.
Диагностические примаки оттисков, нанесённых высокой печатной формой, изготовленной способом термопрессования с гравированной матрицы
- относительно ровные линии строк;
- несоответствие конфигурации знаков конфигурации знаков типографского шрифта;
- неодинаковая конфигурация одноименных знаков;
- относительно ровные края прямолинейных штрихов знаков;
- угловатость округлых элементов отдельных знаков;
- округлость штрихов начала и окончания знаков;
- различная форма и размеры симметричных элементов знаков;
- неполная пропечатка штрихов отдельных знаков;
- относительно четкие края штрихов; утолщение красочного слоя по краям отдельных штрихов.
|
|
|
|
Изготовление печатных форм способом гравирования (вырезания) в настоящее время редкое явление, так как широкое распространение современных технологий позволяет изготовить печатную форму в кратчайший срок, без особого труда и недорого.
Для изготовления печатных форм данным способом чаще всего используется твердая резина, линолеум, дерево. Резина предварительно за- мораживасгся в морозильной камере холодильника для приобретения ею технологической твёрдости, что способствует более точному и успешному вырезанию.
Процесс изготовления заключается в удалении материала заготовки на пробельных участках будущей печатной формы с помощью ручного режущего инструмента кустарным способом. Полученные таким образом печатные формы могут характеризоваться упрощенным рисунком текста, наличием зеркального изображения в оттисках отдельных знаков, перерывов штрихов от случайных надрезов.
Если печатная форма изготовлена из сравнительно твёрдого материала (например, линолеума), в описках может просматриваться неравномерность окраски штрихов. Это объясняется недостаточной смачиваемостью красителем рабочих поверхностей печатающих элементов, а также тем. что они не являются ровными и гладкими, поэтому имеющиеся мелкие углубления и выступы неодинаково отображаются в оттиске: углубленные участки пропечатываются слабо, а выступающие дают резкие очертания. Кроме того, в местах контакта этих мелких выступов на бумаге может наблюдаться незначительный вдавленный рельеф.
Диагностические при таки высокой печатной формы.
изготовленной способом гравирования (вырезания)
- возвышение печатающих элементов относительно пробельных элементов;
- неровные линии строк;
- несоответствие конфигурации таков конфигурации знаков типографского шрифта;
- неодинаковая конфигурация одноименных знаков;
- неровные края прямолинейных печатающих элемеитов;
- угловатость округлых элементов знаков;
- наличие зарезов (заусениц) на элементах отдельных знаков;
- различные размеры симметричных элементов знаков;
- неровное (изрезанное) дно печатной формы;
- отсутствие частей элементов отдельных знаков;
- наличие посторонних печатающих элементов (признак может отсутствовать).
|
|
|
|

Диагностические признаки оттисков, нанесённых высокой печатной формой. изготовленной способом гравирования (вырезания)
- неровные линии строк;
- несоответствие конфигурации знаков конфигурации знаков типографского шрифта;
- неодинаковая конфигурация одноимённых знаков;
- наличие посторонних реквизитов на пробельных участках (признак может отсутствовать);
- неровные края прямолинейных штрихов знаков;
- угловатость округлых элементов знаков;
- отсутствие част ей элементов отдельных знаков;
- различные размеры симметричных элементов знаков;
- относительно чёткие края штрихов;
- утолщение красочною слоя по краям отдельных штрихов
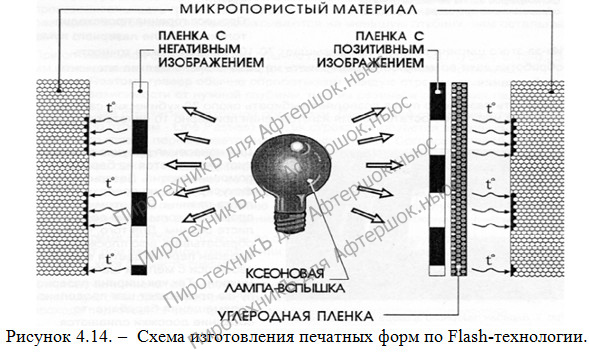
Изготовление печатных форм по Flash-технологии.
В настоящее время получают распространение печати и штампы, оснащённые плоскими красконаполненными печатными формами, изготовленными из микропористых полимерных материалов.
Принцип разделения печатающих и пробельных элементов на таких печатных формах обусловлен наличием пор на печатающих элементах и их отсутствием на пробельных элементах. При таких условиях создаётся возможность диффузии красителя из толщи материала формы через печатающие элементы и невозможность диффузии через пробельные элементы.
Процесс производства состоит из следующих этапов:
- изготовление фотоформы (позитива);
- экспонирование.
Изготовление фотоформы осуществляется методом компьютерной вёрстки. Полученный макет распечатывается с помощью лазерного принтера на специальной плёнке.
Принцип технологии изготовления основан на выборочном оплавлении пор термочувствительной микропористой резины. С помощью специальной углеродной пленки световая энергия лампы-вспышки преобразуется в тепловую энергию, и участки углеродной плёнки, соответствующие пробельным элементам, нагреваются до температуры от 70 до 75 °С. Соприкасаясь с поверхностью термочувствительной микропористой резины, углеродная плёнка избирательно оплавляет её поверхность, закрывая поры и создавая на участках оплавления пробельные элементы. Поры на печатающих элементах остаются открытыми.
|
|
|
|

После изготовления печатная форма насыщается красителем и при крепляется к оснастке. Конструкция оснастки позволяет добавлять в печатную фому краситель по мере его расходования.
Краска для флэш печатей отличается по химическому составу от обычных чернил для печатей из резины или фотополимера и фактически является быстросохнущей масляной краской. Поэтому оттиск флеш-печати сразу отличается по цвету и фактуре от оттиска "обычных" печатей. Данная особенность является дополнительной защитой от подделки печати.
|
|
|
|
Диагностические признаки оттисков, нанесённых печатной формой, изготовленной по Flash-технологии:
- значительное количество красящего вещества в штрихах;
- относительно ровные линии строк;
- несоответствие конфигурации знаков конфигурации знаков типографского шрифта;
- одинаковая конфигурация одноимённых знаков;
- извилистые края штрихов знаков;
- округлость угловых элементов знаков;
- различные размеры симметричных элементов отдельных знаков;
- нечёткие края штрихов;
- равномерное распределение красящего вещества в штрихах;
- расплывы красящего вещества по краям отдельных штрихов.
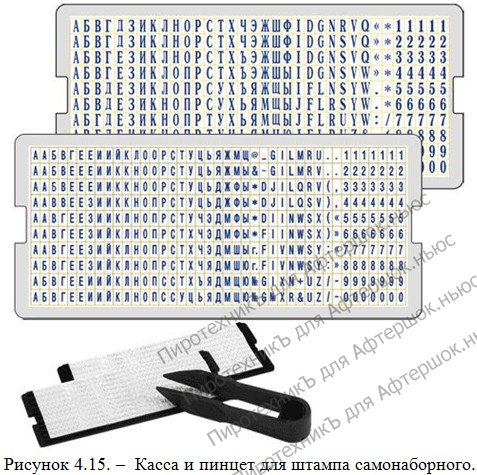
Технология изготовления самонаборных печатей. Принципиальное отличие самонаборных печатных форм, изготовленых по традмционным технологиям, заключается его конструкции. Удостоверительная печатная форма, полученная по одной из традиционных технологий, является цельным изделием, одним из основных свойств которого является устойчивость печатной формы в целом и отдельных её элементов и неизменность графического содержания.
Самонаборная печать (штамп) представляет собой оснастку с пластиной. в которой предусмотрены паты для креплении прилагаемых литер (букв) из касс. При наборе элементы из кассы шрифта с помощью пинцета вставляются каждый в рифленое основание печати (рисунок 4.15).
|
|
|
|
Для оттисков, нанесенных самонаборными печатными формами (рисунок 4.16) могут быть характерны следующие признаки:
- нарушение правил симметрии при размещении текста; керннномерное расстояние между буквами и словами (отм. I);
- смещение знаков по вертикали (отм. 2);
- наклон знаков относительно продольной оси; возможное наличие перевернутых знаков;
- возможное наличие грамматических ошибок;
- одинаковый размер по высоте строчит- знаков и знаков, имеющих надстрочные и подстрочные элементы (отм. .1);
- смешение знаков относительно линии строки (отм. 4).
|
|
|
|

4.2 Способы подделки изображений оттисков печатей и штампов
Судебно-следственной и экспертной практике известны различные способы нанесения изображения оттисков печатей (штампов) на подделываемый документ. В настоящее время преступники чаще всего применяют следующие способы подделки изображений оттисков:
- рисование изображений оттисков непосредственно на документ;
- копирование оттиска с одного документа на другой;
- получение изображений оттисков на копировально-множительных аппаратах;
- нанесение оттисков с помощью плоских рисованных форм;
- нанесение оттисков с помощью самодельных рельефных клише.
К рисованию оттиска непосредственно на документе чаще всего прибегают при замене фотокарточек. В процессе исследования документа с рисованным оттиском можно обнаружить следующие признаки:
- несоответствие графического рисунка знаков гарнитуре стандартных штрихов;
- упрощенный рисунок герба и знаков;
- различный графический рисунок и размеры одноименных знаков;
- извилистость штрихов;
- наличие скорописных вариантов букв;
- неравномерное размещение текста;
- искривление линий строк;
- неодинаковые расстояния между знаками и словами;
- следы подготовки к рисованию (наличие проколов от циркуля или частиц копировальной бумаги, карандашных штрихов);
- следы от пишущего прибора;
- характерное для рисования распределение красящего вещества в штрихах;
- неодинаковую ширину и форму окончаний штрихов;
- орфографические, синтаксические и смысловые ошибки;
- несоблюдение параллельности строк и др.
|
|
|
|

Копирование оттиска с одного документа на другой может осуществляться в двух вариантах:
- путем непосредственного контакта подделываемого документа и документа, на котором находится оттиск подлинной печати(штампа);
- с помощью промежуточной печатной формы.
В первом случае сначала увлажняют уголок подделываемого документа, на который копируют оттиск. Затем к этому месту прижимают документ с оттиском подлинной печати (штампа). В результате такой операции получается оттиск с зеркальным изображением элементов. Кроме того, для него характерна слабая окраска штрихов и расплыв красящего вещества штрихов. На участке размещения оттиска можно наблюдать покоробленность бумаги из-за ее увлажнения и наличие штрихов текста, находившегося на подлинном документе.
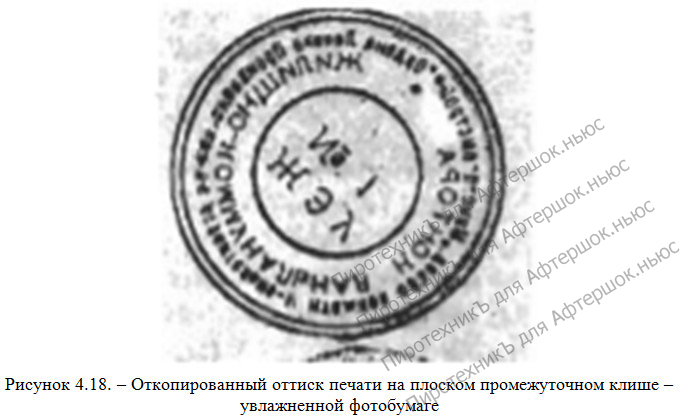
Чтобы получить оттиск в прямом отображении, преступники прибегают к копированию с помощью промежуточной печатной формы (двойное копирование). В этом случае подлинный оттиск сначала копируют на увлажненный лист, например, фотобумаги или поливинилхлоридной пленки, а с него - на увлажненный участок подделываемого документа. Для оттиска, полученного двойным копированием, характерны следующие признаки:
- бледность штрихов;
- расплыв красящего вещества в штрихах из-за воздействия влаги;
- нечеткие границы штрихов;
- нарушение проклейки и приподнятость волокон бумаги в месте расположения оттиска, возникающие при отделении липкой поверхности промежуточной формы от документа;
- наличие частиц материала промежуточной печатной формы (к примеру, эмульсионного слоя фотобумаги) на месте расположения оттиска. В этом случае наблюдается отличие люминесцентных свойств бумаги на участке расположения подделываемого оттиска в документе. Экспериментально установлено, что в случае использования в качестве копировального материала поливинилхлоридной пленки люминесцентные свойства бумаги документа не меняются;
- покоробленность бумаги на участке расположения подделываемого оттиска;
- наличие некоторых признаков, характерных для оттисков, нанесенных печатями (штампами), изготовленными по фабричным технологиям (равномерность интервалов между буквами и словами, соответствие конфигурации букв стандартному типографскому шрифту, радиальное направление вертикальных букв текста, расположенного между ободками изучаемых печатей и др.).
|
|
|
|
Для получения более контрастного оттиска его зеркальное изображение на промежуточной печатной форме иногда обводят чернилами. В этом случае при исследовании оттиска наблюдаются признаки рисовки (сдвоенность и извилистость штрихов), увеличение ширины штрихов в буквах.
Анализ экспертной практики последних лет свидетельствует о том, что преступники при подделке документов зачастую прибегают к использованию копировально-множительных аппаратов для нанесения изображений оттисков печатей (штампов). Известны многочисленные случаи применения принтеров (лазерных и капельно-струйных) и электрофотографических аппаратов.
При изучении изображения оттиска, полученного с помощью струйных копировально-множительных устройств, обнаруживаются признаки:
- изображения состоят из хаотично расположенных точек четырех цветов: голубого, пурпурного, желтого и черного (в отдельных случаях могут присутствовать точки одного цвета, либо к точкам вышеуказанных четырех цветов добавляются точки бледно-голубого и бледно-пурпурного цвета);
- красящее вещество располагается в толще бумаги;
- края штрихов неровные;
- отсутствует деформация бумаги в местах красочных изображений;
- красящее вещество штрихов в отдельных случаях копируется водой
|
|
|
|

Для изображений оттисков, нанесенных с помощью электрофотографических копировально-множительных устройств, характерно следующее:
- все изображение состоит из мелких, спекшихся между собой крупинок порошка четырех цветов: голубого, пурпурного, желтого и черного (в отдельных случаях могут присутствовать точки одного
- характерный блеск красящего вещества;
- наличие точек-марашек на поверхности бумаги и по краям изображений;
- осыпание красящего вещества в местах перегиба бумаги;
- присутствие в отдельных случаях «линейчатой» структуры изображений;
- наличие «ступенек» в наклонных элементах (для устройств с цифровой обработкой сигнала).
|
|
|
|

Нанесение оттисков с помощью плоских рисованных форм осуществляется в две стадии. Сначала на листе высокосортной бумаги, фотобумаги, поливинилхлоридной пленки или другого материала рисуют зеркальное изображение оттиска печати (штампа). Затем это изображение обводят чернилами и плотно прижимают к увлажненной поверхности подделываемого документа. С учетом вышесказанного в оттисках, нанесенных с помощью плоских форм, можно обнаружить две группы признаков. К первой группе относятся признаки рисовки и обводки элементов изображения оттиска на клише:
- различие размеров и конфигурации одноименных знаков;
- непараллельность вертикальных элементов в таких буквах, как «п», «н», «и»;
- неодинаковое расстояние между буквами;
- искривление линий строк;
- отклонение от радиальногонаправления продольных осей букв, расположенных между ободками в круглых печатях и др.
Специфическим признаком данного способа подделки оттисков является наличие в тексте отдельных букв в зеркальном изображении. Этот признак обусловливается ошибкой изготовителя, который при изготовлении формы рисует буквы в прямом, а не в зеркальном отображении. Ко второй группе относятся признаки, характерные для влажного копирования:
- бледность штрихов оттиска;
- расплыв красящего веществав штрихах;
- покоробленность бумаги на участке расположения оттиска;
- нарушение проклейки и приподнятость волокон бумаги на месте расположения оттиска в документе и др.
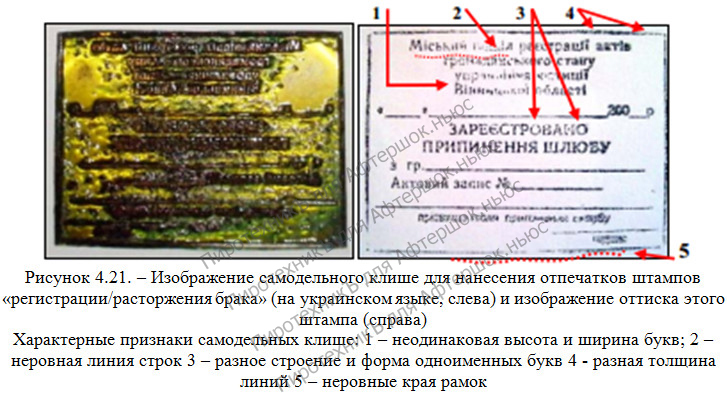
Иногда при подделке документов для нанесения оттисков печатей (штампов) преступники используют самодельные рельефные клише с выступающими печатающими элементами. Известны случаи применения клише, изготовленных вырезанием (гравированием), фотохимическим способом, из элементов ручного набора, а также путем использования технологий фабричного производства, применяемых в специализированных предприятиях.
При изготовлении клише путем вырезания или гравирования в кустарных условиях преступники используют пластины резины, линолеума, металла, пластмассы, куски дерева с ровной поверхностью, на которых при помощи гравировальных инструментов или иных заостренных предметов воспроизводят в зеркальном отображении печатающие элементы. Оттиски, полученные с помощью таких клише, имеют следующие признаки:
- упрощенный рисунок букв;
- прерывистость элементов знаков;
- отсутствие отдельных частей знаков;
- угловатое строение овалов, полуовалов или дугообразных элементов;
- наличие изломов в прямолинейных штрихах;
- различие размеров и конфигурации одноименных букв;
- наличие отдельных знаков в зеркальном отображении;
- неравномерное размещение текста по площади печатающей поверхности;
- значительные отклонения продольных осей букв от вертикального или радиального направления;
- различие ширины штрихов в одной и той же букве.
Характер распределения красящего вещества в штрихах зависит от физико-механических свойств материала клише. Так, в оттисках, нанесенных эластичными клише (например, резиновыми), красящее вещество равномерно распределяется по поверхности штрихов. Если же клише изготовлено из сравнительно твердого материала (дерево, линолеум), красящее вещество распределяется в штрихах оттиска неравномерно, отдельными сгустками из-за плохой смачиваемости поверхности печати (штампа) чернилами или мастикой.
|
|
При изготовлении печатных форм высокой печати фотохимическим способом в качестве оригинал-макетов чаще всего используют оттиски печатей (штампов) в подлинных документах. Поэтому в оттисках таких клише наблюдается соответствие рисунков букв типографскому шрифту, равномерное размещение знаков по площади оттиска, соблюдение радиальности или параллельности в положении продольных осей букв. Вследствие непропечатки фрагментов в оттиске-оригинале в оттисках самодельных печатных форм могут наблюдаться неокрашенные участки или знаки с признаками рисования от руки (результат ретуши на фотоформе). Возможно также изменение масштаба оттиска по сравнению с оригиналом.
Для оттисков поддельных форм, полученных фотохимическим способом, характерны следующие признаки:
- неровные края знаков;
- перерывы в тонких штрихах;
- отсутствие мелких деталей (результат неудачного протравливания печатающих элементов);
- закругление угловатых соединений и окончаний штрихов;
- слитное отображение смежных элементов;
- наличие на пробельных поверхностях посторонних точек, фрагментов штрихов (отображения дефектов фотоформ).
Красящее вещество в штрихах распределяется неравномерно, иногда заметна деформация бумаги на месте расположения штрихов оттиска.
При изготовлении печатающей формы из элементов ручного набора используют типографские литеры и пробельный материал. Набранные литеры закрепляют в оправе (рамке) и используют непосредственно для нанесения оттисков в документах. В оттисках таких печатных форм обнаруживаются следующие признаки:
- соответствие графического рисунка и размера букв стандартному шрифту;
- деформация (вдавленность) бумаги на месте расположения оттисков;
- неравномерная интенсивность окраски фрагментов оттиска или отдельных знаков из-за смещения относительно друг друга литер по вертикали.
При отсутствии у изготовителя навыков наборщика или некомплектности шрифта в оттиске печати (штампа) можно обнаружить:
- неравномерное размещение текста по площади печатающей поверхности;
- нарушение радиальной направленности вертикальных осей знаков;
- наличие в тексте перевернутых букв (чаще «х», «н», «ж»);
- наличие в одних и тех же словах букв различных размеров и гарнитур;
- замена недостающих букв близкими к ним по рисунку знаками и т. д.
Для подделки документов в настоящее время используют рельефные печати (штампы), изготавливаемые не только кустарным способом, но и с применением современных технологий (фотополимеризацией, лазерным гравированием, вулканизацией каучука на матрицах). Доступность компьютерной техники и специальной литературы облегчает организацию производства преступниками клише высокого качества. При наличии несложного и легкодоступного оборудования стало возможным изготовить печати (штампы) без особого труда, в короткие сроки и в неограниченном количестве. В качестве оригинал-макетов при этом используют оттиски печатей (штампов) в подлинных документах или оригинал-макеты, которые использовались при изготовлении подлинных клише. Учитывая, что при производстве поддельных и подлинных клише могут применяться одни и те же технологии, в процессе исследования оттисков поддельных клише эксперт может не обнаружить признаки самодельного изготовления и в то же время выявить признаки, характерные для соответствующего способа фабричного производства.
В качестве учебного примера, возможностей использования современных компьютерных технологий злоумышленниками, можно привести печать не существующего подразделения МВД РФ – «Управление МВД России по г.Евпатория» и её оттиски, сделанные с помощью струйного и лазерных принтеров (рисунки 4.22-4.24).
|
|
|
|

|
|
|
|
|
|
|
|
|
|



Помимо перечисленных способов подделки оттисков мастичных печатей и штампов в документах преступники иногда прибегают к несложным, но довольно оригинальным способам и приемам, например, связанным с использованием подлинных клише. Так, на поддельный документ, оформляемый от имени одного предприятия, наносят оттиск подлинной печати, принадлежащей другому предприятию. В целях маскировки в момент нанесения оттиска печать немного поворачивают вокруг оси, в результате чего текст отображается неотчетливо.
|
|
|
|

При подделке документов вместо полагающегося оттиска гербовой печати наносят оттиск подлинной простой круглой печати, причем так, чтобы не отобразилась ее центральная часть. В дальнейшем для нанесения изображения герба прибегают к его рисовке или влажному копированию соответствующей части оттиска подлинной печати с другого документа. Кроме того, используют монету.
|
|
|
|
|
|

Если изображение герба было получено с помощью монеты, наблюдается асимметричность в расположении герба относительно центра оттиска печати, при этом герб имеет зеркальное отображение
Вопрос "Методика исследования оттисков печатей и штампов" мной сознательно не освящается, но припомню "мастеров подписи" из предыдущего поста. Моя дипломница всерьёз собиралась поисследовать оттиски их печатей в своей выпускной работе. Но как-то не фортануло. Ибо это настолько эпичные косячники, что даже не понятно как они живут на белом свете с таким счастьем. Вместо тысяч слов, я приведу картинки.
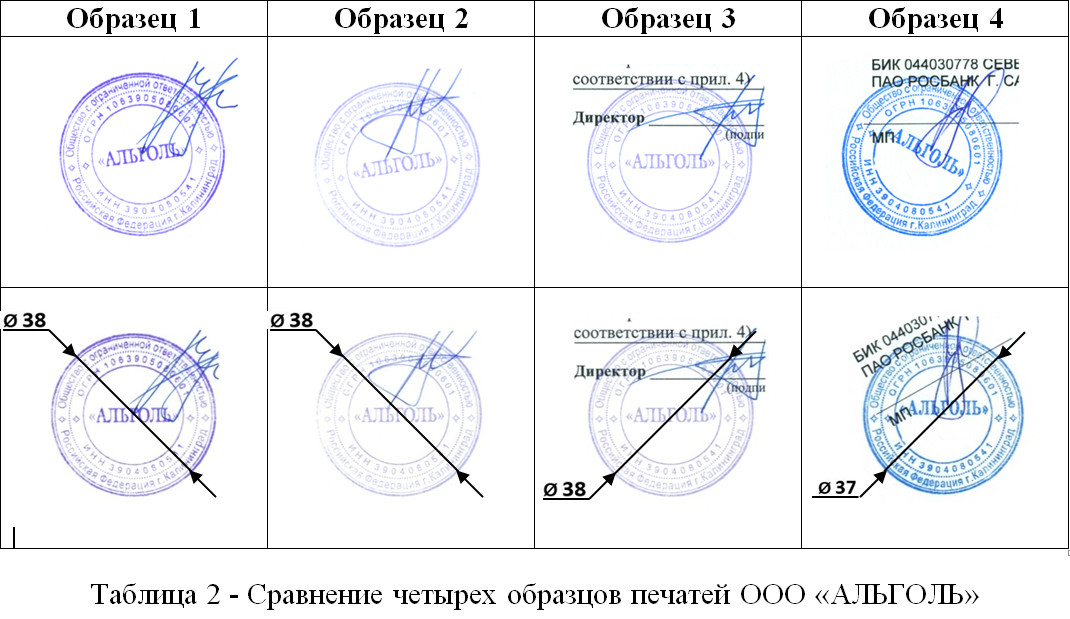
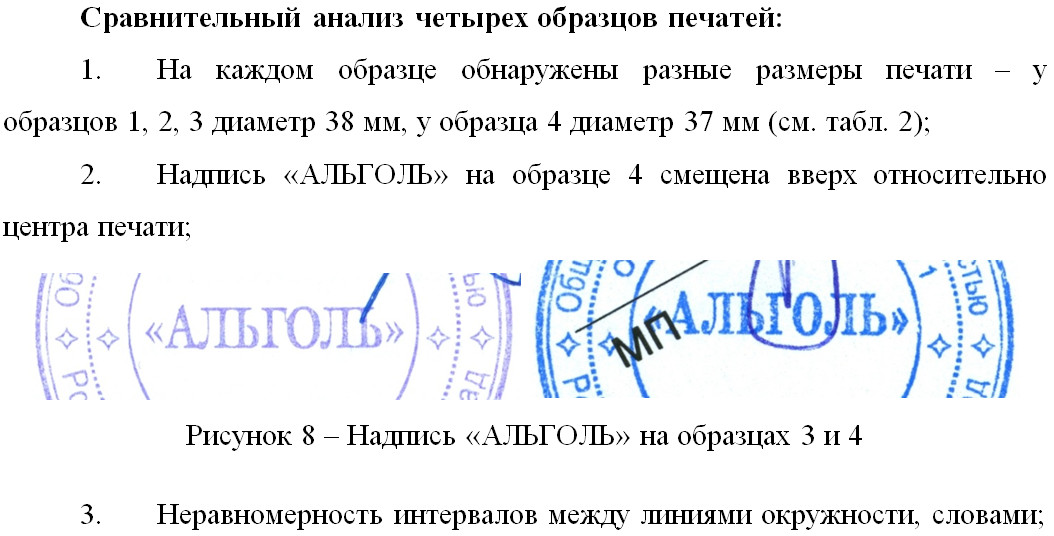

Напоминаю - это оттиски одной печати на документы, нанесённые (исполненные) в один день!!!! Достаточно посмотреть на положение "ромбика" по краям оттиска относительно надписи "Алголь"...
В заключение поста, "на закуску" предлагаю просмотреть ролик про дедулю-фальшивомонетчика с методом "влажного копирования" посредством использования фотобумаги, уксуса, заточенного пера и чернил (Олдскул!!!):
А также предлагаю просмотреть ролик про фотополимерную технологию - если "отбросить" возню в фотошопе, то всей возни с печатью на 10-15-20 минут (генерейшен некст), дёшево, просто и на высоком кулЬтурном уровне:
Ультразвуковая мойка это реально барство, конечно.
Про малолетних и постарше "гениев" с цветными принтерами скромно умолчим в этот раз...
Короче, "Капиталистическое Отечество в опасности!" (с) и "Бдительность - наше оружие!" (с).
Настоятельно рекомендую отсканировать в качестве не ниже 1200 dpi оттиски печатей Вашей фирмы и Ваших контрагентов с указанием даты сканирования и приложением линейки. На всякий случай...
Литература к главе 4
Основная:
- Скрипченко А.В. Коровкин Д.С. Технико-криминалистическая экспертиза документов: Учебник в 2-х томах, СПбУ МВД, 2014
- Технико-криминалистическая экспертиза документов: учебник/ Под ред. А.А.Проткина. М.:Юрлитинформ, 2015. – 296 с.
- Технико-криминалистическая экспертиза документов: учебник/ Под ред. А.А.Проткина. М.:Юрлитинформ, 2017. – 352 с.
- Криминалистика. Исследование документов : учебное пособие для вузов / М. В. Бобовкин [и др.] ; отв. ред. М. В. Бобовкин, П. Л. Гришин, А. А. Проткин. — М. : Издательство Юрайт, 2017. — 226 с. — (Серия : Специалист).
- Судебно-почерковедческое и технико-криминалистическое исследование документов : практ. пособие / М. В. Бобовкин [и др.] ; отв. ред. М. В. Бобовкин, П. Л. Гришин, А. А. Проткин. — М. : Издательство Юрайт, 2017. — 226 с. — (Серия : Профессиональная практика).
- Цветоведение и основы колориметрии: учебник для курсантов и слушателей образовательных учреждений высшего профессионального образования МВД России, обучающихся по специальности 030502.65 "Судебная экспертиза" / В. П. Лютов, П. А. Четвёркин, Г. Ю. Головастиков. - 2-е изд., доп. и перераб. - Москва : Юрлитинформ, 2015. - 238 с. : ил., табл., факс.; 21 см. - (Судебные экспертизы).
- Майоров С.В. Криминалистическое исследование ценных бумаг. / под ред. В.П.Лютова. – М.: Юрлитинформ, 2011. – 144 с.
- А.В.Досова, А.Г.Задоров, В.Л.Попов О сложностях экспертного исследования печатей (штампов) и их изображений, полученных с помощью компьютерных технологий. Судебная экспертиза №4 (44) 2015.
- Техніко-криміналістичне дослідження підробленого паспорта громадянина України: навчальний посібник - К.:«Центр учбової літератури», 2013. - 142 с. (на украинском языке).
Дополнительная:
- Технико-криминалистическая экспертиза документов / Под ред. В. Е. Ляпичева. Волгоград, 2001.
- Шашкин С. Б. Основы судебно-технической экспертизы документов, выполненных с использованием средств полиграфической и оргтехники (теоретический, методологический и прикладной аспекты)//Теория и практика судебной экспертизы. СПб., 2003
- Сосенушкина М.Н., Шведова Н.Н., СтариковЕ.В., ХрусталевВ.Н., Шашкин С.Б. Технико-криминалистическая экспертиза документов (основные термины и понятия): Справочное пособие. - М.: ЭКЦ МВД России, 2005.
- Соклакова Н.А. Хрусталев В.Н. Криминалистическое исследование материалов документов. 2-е изд. – СПб.: Питер, 2005.
- Основы криминалистического исследования материалов, веществ и изделий: Учебное пособие. - СПб.: Питер, 2003.
- Расследование преступлений, связанных с незаконным изготовлением, хранением, перевозкойи сбытом поддельных денег или ценных бумаг: учебное пособие / сост. Е.В. Шишмарёва, Е.А. Блинова А. В.– Иркутск: ФГОУ ВПО ВСИ МВД России, 2009.
- Комплексное криминалистическое исследование средств защиты ценных бумаг и денежных билетов / Белоусов А.Г., Белоусов Г.Г., Кузнецов В.В., Стариков Е.В. – М. ГУ ЭКЦ МВД России, 2001. – 98 с.
- Теоретические и практические особенности комплексного криминалистического исследования документов с измененными реквизитами : автореферат дис. ... кандидата юридических наук : 12.00.12 / Досова Анна Владимировна; [Место защиты: Волгогр. акад. МВД России]. - Волгоград, 2014. - 233 с.
- А.В.Ефименко Исследование имитированных оттисков печатей и штампов Научно-практический журнал ISSN 1995-5731 Информационная безопасность регионов. 2010 №1 (6)
- Н.В.Ефременко Криминалистическое исследование оттисков печатей и штампов. Учебное пособие. – Академия МВД Республики Беларусь, Минск, 2005. – 95 с.
Нормативно-правовые акты:
- Об информации, информатизации и защите информации: Федеральный закон от 20 февраля 1995 г. № 24-ФЗ.
- Федеральный закон от 27 июля 2006 г. N 149-ФЗ "Об информации, информационных технологиях и о защите информации".
- ГОСТ Р51141-98Государственный стандарт РФ ГОСТ Р 51141-98 "Делопроизводство и архивное дело. Термины и определения
- ГОСТ Р 7.0.8-2013. Национальный стандарт Российской Федерации. Система стандартов по информации, библиотечному и издательскому делу. Делопроизводство и архивное дело. Термины и
- Унифицированная система организационно-распорядительной документации. Требования к оформлению документов. ГОСТ Р 6.30-97
- Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений"
- Закон РФ от 27 апреля 1993 г. N 4871-I "Об обеспечении единства измерений"
P.S. Шидло в мешке не утаишь!
Если сотрудники правоохранительных органов увидят "разглашение сведений", то прошу обращаться ко мне "в личку" (ну или к Алексу, как владельцу ресурса) - "лишние" материалы будут удалены. Писать буду на основе открытых источников, найденных в интернете или книжном магазине. Сразу оговорюсь - я не являюсь экспертом-криминалистом, я скромный сотрудник МЧС, столкнулся с вопросами экспертизы документов совершенно случайно, т.е. в этих вопросах являюсь самоучкой (не без подсказок сотрудников полиции, за что им мои горячие благодарности). Цель написания этого материала - профилактика правонарушений и ликбез среди законопослушных граждан (чтобы они не становились жертвами мошенников).
P.S. Я коллекционирую поддельные документы, печати и т.п. объекты - не для криминальных целей, а в интересах учебного процесса и удовлетворения научного любопытства.
P.P.S. Рабочая неделя закончена и я некоторое время буду малодоступен для комментариев - домой я отчалилЪ.
не моё.
очень интересно!
Комментарии
А длина диаметра - это чё такое?
Это глупость, конечно. Глаз "замылился", пропустил. Спасибо, исправлю в оригинале.
Не глупость, просто "звучит не очень"
Я по происхождению инженер-механик. Звучит косячно, "ухо царапает".
Схоронил, потом прочитаю, видно - труд серьезный ) Спасибо
http://www.bbc.com/russian/vert-fut-40191780
Вам и автору в коллекцию... ;-)
Ну... Это широко известный в узких кругах ограниченных лиц факт. "Скрытые метки" плюс индивиадулизирующие признаки позволяют чОтко связать принтер (мфу) и распечатку.
Отличный разбор видов печатей. Ну а я как практикующий ИП добавлю личный опыт.
Присылают мне контрагенты договора по электронке, с криками- распечатай, распишись, поставь свою печать, отсканируй и пошли в зад!!!
Срочно и немедленно! И присылают форматы типа акробат, либо вовсе невнятные сканы.
Для таких целей завел скан печати и подписи. Просто вставляю пдф-ку в исходный файл, и отсылаю обратно.
И их бухи довольны, и я не причём!
Обычно данные манипуляции дублируются полноценной бумагой с настоящими печатями и подписями неспешно перемещающейся физически, пока ее отсканированная "сущность" оперативности ради летает по сети.
Для таких целей заведи себе электронную подпись, и пересылай документы электронно
Спасибо за статью. Сделать сейчас печать любой сложности - максимум 2 часа времени, при желании, можно воспроизвести дубликат малоотличимый от оригинала.
Я уже задавал такой вопрос,но повторюсь. Может быть, в этот раз будут комментарии по существу: преступник это кто? кто ее изготовил или кто ее использовал при дальнейшей подделке документов?
Няз, "решает" вменяемый состав преступления. Если НЕ нарушен законный порядок изготовления печати, то изготовителю нечего вменить по этому составу, конечно. Мой знакомый недавно делал гербовую печать - с его слов, изготовитель запросил "кучу бумаг". Другое дело, если в ходе обыска/осмотра обнаружили десятки печатей и штампов со стопкой "очень настоящих" документов...
Хорошо. Тогда второй вопрос, а где прописано, что исполнитель должен собирать копии документов и хранить их при изготовлении? С одной стороны подрядчик, с другой пришел клиент, сделал заказ, заниматься розыскными мероприятиями, вроде как, не должны, устанавливать подлинность заказчика и т.д. никакой закон исполнителя не обязывает. Сделали заказ - выполнил, что там дальше будут делать с дубликатом - я не в курсе, выгоды никакой кроме как за изготовление заказа не имею. С одной стороны - подделка, с другой - выполнение заказа.
P.S. Прошу прощения за столь дотошные вопросы. Интересуюсь, исключительно потому, что косвенно связан с рекламным бизнесом, в том числе и с этим вопросом.
Заказчик должен подтвердить, что он это он. Т.Е принести учредительные документы. Вся выполненная работа заноситься в журнал, где ставиться оттиск печати, подпись заказавшего и исполнителя с паспортными данными. Достаточно давно занимаюсь отрисовкой печатей по оттискам, здесь ничего особо сложного сложного нет, почти всё можно нарисовать. Если надо защитить от подделки, то тангирные сетки и гильоши вам в помощь.
Надо добавить в оригинал ошибку. Мелкую, но постоянную. Изготовитель копии по оттиску её исправит, но подлинник оттиска из банка, расставит всё по местам.
Да! Используются т.н. "графические ловушки" - "марашки", измененные интервалы и буквы другого шрифта. В "крутых" печатях могут использовать невидимые чернила (химические ловушки). Плюс изображение может иметь защиту от сканирования.
При всем желании, даже не вооруженным взглядом видно разницу (я, например, увижу). Сделать хорошую копию возможно, но это надо много времени и несколько попыток на изготовление.
В нашем случае (рекламное агенство) "вылизывать" дубликат до идеала никто не будет, т.к. не имеет смысла. А если и есть смысл - тогда это доплата за сложность и, получается, ты в деле и имеешь выгоду от хорошего дубликата, т.е. можно так сказать соучастник
Вот также и у Святойтм инквизиции - https://aftershock.news/?q=comment/1424532#comment-1424532 - "... соавторов толпа, а пеЙсатель один, хе-хе.."
"На одного с сошкой, семеро с ложкой" (с)
Так было, так есть и так будет!
Вот и мне интересно, кто в твоём «Святом отделе расследований
еретическойфальшивопечатной греховности» тот...капелланзамполит с огнемётом на сошках, а кто те семеро как бы не при делах с дырявыми ложками) А чо скрыл - стесняешься прошлого, как потомок белогусских иезуитов-карателей Давидка Кушнер - понятно, бгга как же метод лазерного утюга? он вообще никакого оборудования не требует, кроме утюга и лазерного принтера!
рисуем печать в любой программе (хоть корел, хоть фотошоп, хоть пеинт), печатаем пожирнее на лазернике отзеркаленную картинку на фотобумажке, затем ее утюгом на фольгированный текстолит, под воду, снимаем бумагу, тонер остался на текстолите, его- в хлорное железо на дцать минут, и контур вырезаем бокорезами! все. готовая медная печать- в губку, и на бумагу! есть скан печати? отлично! дцать минут на обработку (перевод в вектор, удаление косяков), и ЛУТ!
Потожировые секретарши откуда и как???
мы про печати, или про все вообще? в статье не приведена одна из простейших технологий изготовления печати в домашних условиях. а вы хотите, чтобы на поддельном документе на тыльной стороне был отпечаток попы секретарши с лакированного стола с кучерявыми волосками директора? легче! легче на поворотах....
Месье топикпостер всего лишь теоретик обсуждаемого процесса. В "открытых" источниках о Вашей технологии не пишут. Стесняются, наверное.
Печать то куда будете ставить? На какой документ, бумагу? Подписывать кто будет? А ведь ранее на аналогичные документы, бумаги печати, подписи ставили другие люди. Вербовать их будете за деньгу малую? Нет ответа.
Бюрократия - любовь к печатям и подписям. Сургучным печатям.
КГБычно, большое спасибо за интересную познавательную статью. Пробежался быстро, подробно ночью почитаю, ибо такие вещи (мне) важно знать.
У меня тут ответчик две недели назад в судебное заседание, где присутствовал прокурор, подделки притаранил (РКО) и двух свидетелей: главбуха и кассира. Воистину: не стоит недооценивать непредсказуемость тупизны. Судья и прокурор (и я, истец) офигели (очень мягко выражаясь), как люди на гражданском процессе привозят себе 327 статью УК РФ. Напишу обязательно об этом с приложением висьолых картинок.
Вау! Как в бородатом анекдоте про знатоков на зоне: "Ответ неверный! Очко знатоков переходит в зрительный зал!"
Номинанты на премию Дарвина...
Ну... Свою половую жизнь они точно имеют все шансы обогатить новыми красками и углубить ярким опытом...
куплю себе 3д принтер и буду подделывать печати, только качества печати дождусь приемлемого
сканирую печать, перевожу в ч/б, рисую в 3д max плэйн, кидаю на него текстуру в виде дисплейса, перевожу в каркасы, и на принтер, так мыслится затея
Ошибочка по химсоставу.
химсоставу чернил? так я оттиск намерен делать физически объемным изделием, промокая в губку с чернилами
Читер!
Очень хочется почесать язык... Одно скажу цветные принтеры действительно дают пиксельную структуру и пиксели разного цвета видно даже без увеличения. Но если помутить с картриджами, то получается не плохо. Для реалистичности иногда еще бумажку побелкой с потолка надо замазать, что бы были пропуски в оттиске.
Пикселя убираются точностью аппарата. А вот подогнать оттенок под оригинал чет очень тяжко. Причем экранный образец и после принтера отличаются.
Пиксели окончательно пропасть не могут. А цвет косячится трижды - в сканере, на экране и в принтере! Ну и это далеко не все приколы с помощью которых злодей будет изобличен!
Рассматриваю только принтер.
Сканер только средство переноса, монитор - средство редактирования сигнатуры, чего там в них косячится в плане цвета - малозначительно. Подгонка цвета игрой RGB (ну или CMYK, кому как нравится) ползунков под оригинал и сравнение выходом на бумагу.
Принтер все равно будет месить цвета и пиксели RG хоть и в малых количествах, но все равно будут присутствовать.
Вы повторили то, о чем я сказал в своем первом посте.
хрень это все, какие еще цвета.. прелесть струйника в том шо в его чб картридж заливаются чернила любого нужного цвета, к примеру синего как у печатей, он будет печатать как черным - только синим:) в зависимости от модели головы и покрытия бумаги ни в глубину ни в виде пикселей ничего не узришь, они расплываются и становятся как оригинал.. еще в 96 году замечательно лепились сертификаты и какието там декларации на стиральный порошок, емнип, в одной общаге технического вуза.. выглядели лучше оригиналов:)
голограммы позже появились, их заказывали у вьетнамцев, те видимо принтер серебрянкой заливали:) - слой краски - слой прозрачного лака- краска- лак.. :)
связка сканер-монитор-принтер отлично калибруется, прибор стоит не супер больших денег (мой куплен за 1000 уе в б/у виде), проверка каждые полгода.
Не все цветные принтеры дают пиксельную структуру)
Наверное всё ж убрать про признаки цветного струйника. Ибо самый популярный метод. Причём знаю случай, когда такая подделка была признана экспертизой за оригинал. И это лет 10 назад.
Ну и байка. Лет 15 назад знакомый купил комп, сканер и принтер. Напечатал денег. Принёс на работу и красиво поставил букетиком в стакан. Тут подрулил местный калдырь. И таки вымогнул на опохмелку. Народ вроде как пошутил, причём алконавта честно предупредили, но ему всё равно было. Через полчасика дошло, чем может кончиться шутка. Рвали, жгли, виновник торжества метнулся домой, убрать с компа сканы, ... . И тишина. Вроде начали расслабляться, как вернулся алконавт. Похмелённый! Честно принёс сдачу! Начался второй круг истерики. Но всё обошлось. Народ получил отличную прививку от подобных "шуток".
Узнал я об этом через несколько лет. Виновник торжества и рассказал. Понял почему тогда, что в ближайшем павильончике, где покупал сигареты, каждую сотку чуть не на зуб пробовали.
Эммм... Про струйники и лазерники сейчас знают даже школьники... В открытых источниках пишут... В серии про "репрографию" собирался затронуть отдельно. Лет 10-20 тому был всплеск, но сейчас даже до самых тупых, хотя... идиоты рождаются каждый день!
Перспективный чат детектед! Сим повелеваю - внести запись в реестр самых обсуждаемых за последние 4 часа.
Если подделка печатей выливается в потери для экономики, в споры хоз. субъектов и т.д., не логично ли создать федеральный банк печатей для проверки подлинности? Вряд ли каждый сможет распознать липовую печать, а тут загрузил фотку со смартфона с определенным разрешением и сервис сам сличил с оригиналом. И выдал ответ - нпр., совпадение 100%, или совпадение 95%.
В печатях может применяться защита от сканирования и невидимые метки.
Поэтому и двинули технологию "электронной подписи".
именно поэтому сбербанк печатает чеки и пробивает сберкнижки на.....матричном принтере))) на нем же должны печататься все серьезные документы!
Таки Вы будете смеяться, но находятся умы, которые имитируют матричный принтер и печатную машинку (!!!) на лазерном принтере. когда я был маленький и служил в РККА, там очень увлекались матричными принтерами - расходники копеечные и под копирку можно фигачить (если забыть об автоподаче, конечно. Токмо скорость... забыть надо про скорость!
Страницы