






В конце мая станкостроительный завод "Саста" на выставке "Металлообработка" в г. Москва презентовал свой новый станок - фрезерный обрабатывающий центр пр-ва "Саста" мод. ММ800.

На протяжении более чем 40 лет станкостроительный завод "Саста" специализировался на токарных станках. В 2019 году мы выпустили первый широкоуниверсальный фрезерный станок мод. 6820Ф1. Новое оборудование продолжает фрезерную линейку "Састы".

• Новый фрезерный станок с ЧПУ мод. ММ800 предназначен для высокоскоростной обработки деталей из стали, чугуна и легких сплавов.
• Жесткая цельнолитая чугунная станина гарантирует длительную стабильность геометрической точности станка.
• Высококлассные направляющие качения обеспечивают низкий момент страгивания, высокую точность и повторяемость.
• Двигатели подач соединены с ШВП напрямую, посредством муфты, обеспечивая высокий крутящий момент.

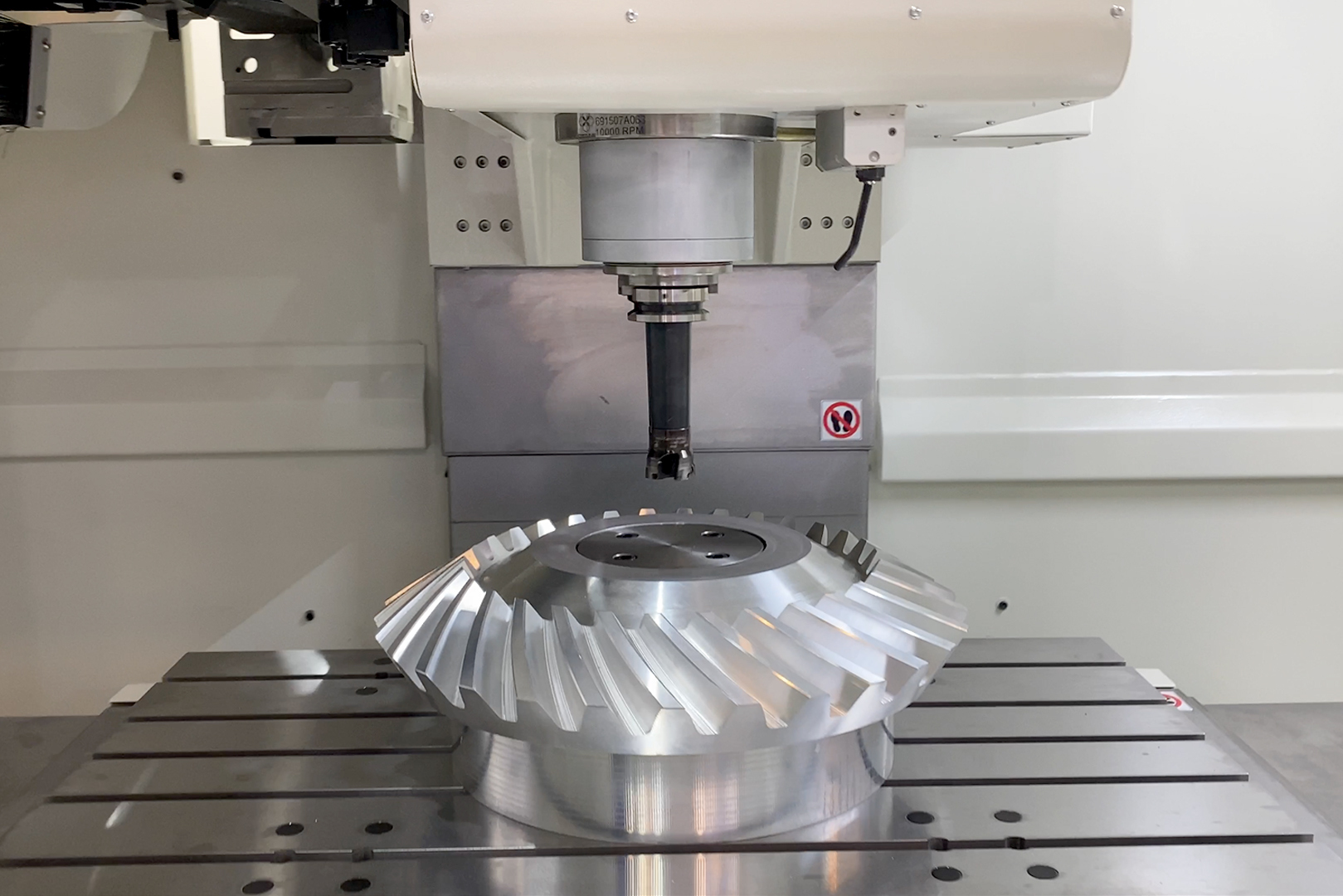
• Шпиндель станка установлен на двух дуплексированных радиально-упорных шариковых подшипниках и имеет пониженное биение в осевом и радиальном направлениях даже при тяжелых режимах резания.
• Передача вращения от главного привода на шпиндель осуществляется с помощью зубчатого ремня.

• Перемещение по линейным осям Х, Y, Z осуществляется по направляющим качения, которые обеспечивают высокую точность обработки и повторяемость, как при черновых операциях, так и при финишной обработке.
• По всем осям станок оснащен ШВП 3 класса точности, которые гарантируют высокую динамику в течение длительного срока эксплуатации.
• Передача вращения от двигателя к ШВП осуществляется с помощью муфтового соединения, которое гарантирует передачу высокого крутящего момента для обработки.

• В качестве опции возможно оснащение станка дополнительным поворотным столом с 4-ой или 4/5-ой осями.
• Станок в базовом исполнении оснащен магазином смены инструмента на 24 позиции типа «барабан». Возможно исполнение станка с магазином на 32/40 позиции инструмента.


Основные технические характеристики:
• Габариты стола: 900х500 мм;
• Максимальная нагрузка на стол: 450 кг;
• Максимальная скорость вращения шпинделя: 10000 (12000 - опционально) об/мин;
• Конус шпинделя: ISO40;
• Перемещение по оси X: 800 мм;
• Перемещение по оси Y: 500 мм;
• Перемещение по оси Z: 500 мм;
• Ускоренное перемещение по оси X: 30 м/мин;
• Ускоренное перемещение по оси Y: 30 м/мин;
• Ускоренное перемещение по оси Z: 24 м/мин;
• Рабочие подачи по осям X, Y, Z: 0-10 м/мин.
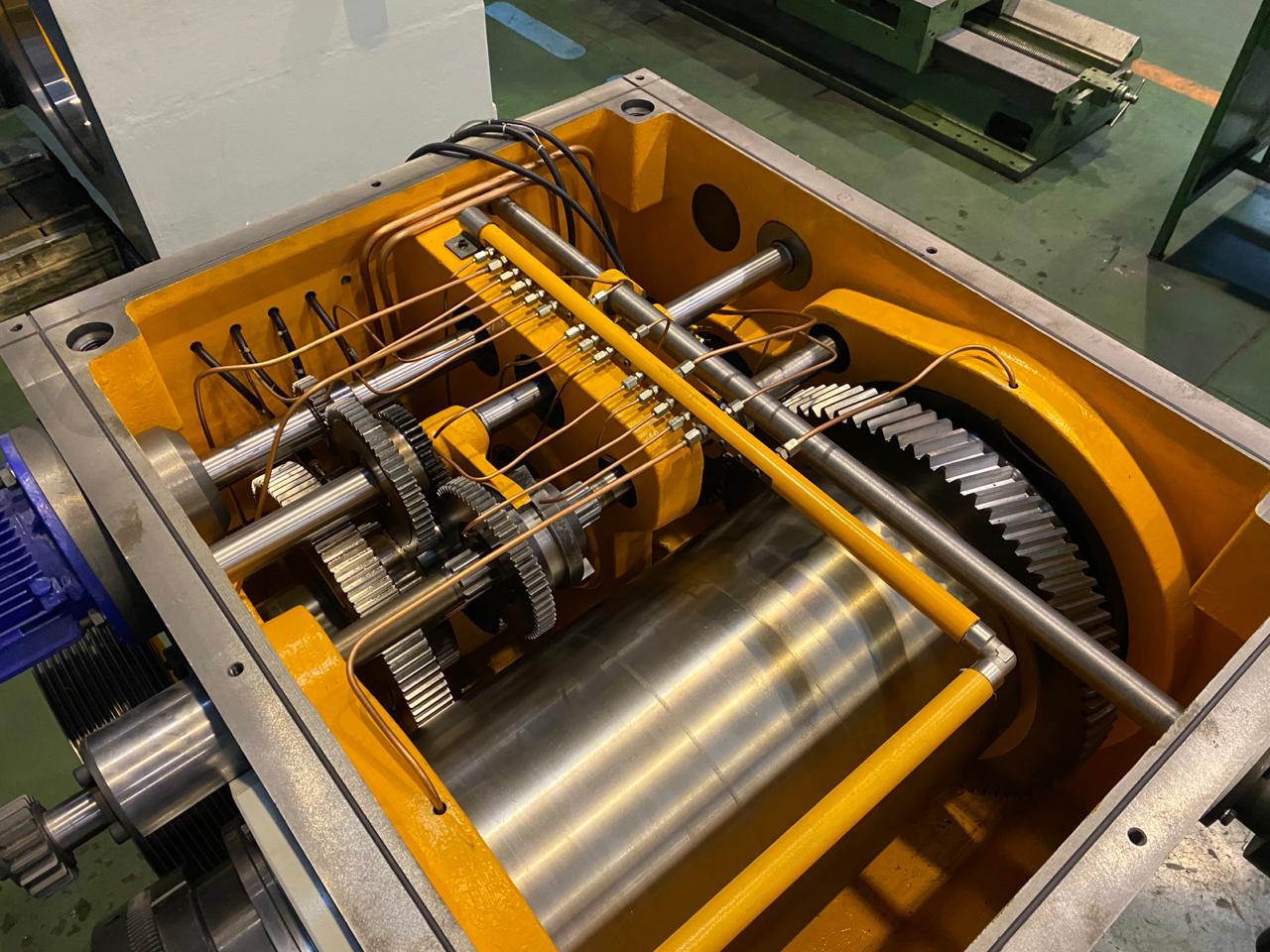
Все литые детали отливаются на собственном литейном производстве, механическая обработка также проводится в собственных цехах, включая крупные корпусные детали (станина, колонна, каретка, накладной стол, корпус шпиндельной бабки) и мелкие корпусные (опоры ШВП, кронштейны и т.п.).
"Сердце" станка - шпиндельная бабка в сборе (включая шпиндель) тоже производится на заводе.
Кабинетная защита станка, бак СОЖ, электрошкаф и другие узлы из листового металла полностью изготавливаются на заводе.
Помимо основных механических операций, на заводе производится следующие типы работ: разводка электрики для панели электрошкафа, термообработка деталей, покраска методом порошкового окрашивания или распыления.
Есть возможность установки российских систем ЧПУ: "Мехатроника" или "Балт-систем" на выбор.







Из комментариев к посту:
2 часа назад
А электроника какая используется?
2 часа назад
Смотрю на российский станок, вижу сименс (
stankozavodsasta (автор статьи)
2 часа назад
На данном станке стоит Фанук. Есть возможность установки российских систем ЧПУ: "Мехатроника" или "Балт-систем" на выбор.

2 часа назад
Опережая комменты к подобным постам:
-электроника не наша
-части не наши
-всё равно всё плохо
-вы только постить картиночки и можете
-рашка фсё
ТСу же огромное спасибо за такие посты, хорошо, что хоть и с запозданием, но развиваем свою промышленность
Комментарии
Ухокруты же =)))
А на 10 000 обормотов шпинделя HSM разве возможна? Чёт всегда считал, что там под 40 000 - 60 000 нужно
Возможна.
А вот шпинделей с конусом хотя бы hsk-a63 на 40000 об/мин надо очень постараться поискать.
Спасибо!
Зависит от диаметра инструмента. Для 2мм нужно 40000 конечно, а для 6мм и 10000 достаточно.
Класс точности ШВП даёт надежду на замещение наиболее массовых операций с точностью порядка 10-15мкм. На больших размерах точнее всё равно нужна уже термостабилизация и специфическая обработка.
Для ряда производств, в частности для ряда оптикомеханических изделий этого недостаточно т.к. требуется 3мкм и лучше. Когда проектирую а у меня принтер, приходится выдумывать дополнительные методы не сбивающие юстировку.
Можно делать более точные ШВП а можно динамическую самобалансировку. Последнее сложнее но в результате можно сэкономить в ряде случаев, не всегда на точности изготовления. Или же сам станок не имеющих нормальных ШВП может давать на порядок и более высокую точность. Например достаточную для плоскости прилегания 10дм2 высоконагруженных тепловыделяющих сборок.
Для 99.9% случаев в металлообработке 3 класса ШВП достаточно. Можно работать и на обычном 7 классе с обратной связью по линейкам. Производители обычно стыдливо умалчивают о прямолинейности и перпендикулярности осей, а это чрезвычайно важный параметр. Данный станок вплне пойдет для производства пресс-форм, оптико-механических изделий.
Может лучше конструктора поменять, чтобы грамотно проектировал и не требовалось от изготовителя делать невозможное?
Почем такое чудо стоит?
Думаю, у изготовителя надо спрашивать http://www.sasta.ru/
Под 15 миллионов. Совсем не реальная стоимость. В разы дороже.
Реально станка ещё нет. Саста вроде как хочет зайти в эту нишу и соответственно собирает предложения. Короче фигня. Токарные у них на уровне.
Согласен. В точности такой тайванец стоит в районе 6-8 в зависимости от курса. Завод заложил абсолютно не реальную маржу.
У СтанкоМашКомплекса станки на уровне Тайваня и даже лучше.
Састе надо заниматься токарными и развивать токарно-фрезерный с ЧПУ, а не лезть куда не требуется
Отрадно, если действительно свое. На одной фотке доставляет Старвижин) Станки свои, но делаем мы их на Старвижинах) Вот когда на Састах будем делать, я первый об этом тут напишу)
Кстати, а вы сами выставку "Металлообработка" не посещали? Если посещали, то какие впечатления?
Не довелось
Опоры швп, это ещё не швп. Но уже лучше чем ничего. Впрочем это малая часть от ШВП как таковой. У нас ШВП достаточной точности только Инмаш делает, да и то их объёмы...
Подшипники шпиндельной группы там не делают уж точно. Чей там подшипник?
А чьи опоры качения? У нас вроде только одна контора в Ижевске делает такие.
А вот это очень хорошо! И сколько у них заводе производительность литейки?
И главный вопрос, а сколько они таких могут делать в месяц?
Всё своё и чтобы всё передовое, надо стараться, но всё равно невозможно всё делать.
ВВП же сказал вчера: "Невозможно всё заместить. Поэтому будем работать с теми, кто хочет с нами работать."
Уберите слово передовое. Нужно всё своё достаточное.