






В Томе II (Неоконченные хроники "технологии кувалды"тм) есть Приложение В: "Размышления об оснастке". Туда я выношу обобщенный опыт проектирования технологического оснащения, который рассматривался в Параграфах, выложенных ранее в тематических Главах.
В прошлой статье шел разговор о теме "Хромирование". В Приложении В подготовлены два Параграфа:
1. Хромирование штоков: системный подход.
2. Технологичность конструкций штоков и цилиндров.
Сегодня знакомимся с первым...
*****
§3. Хромирование штоков: системный подход.
К моменту написания данного Параграфа во втором Томе «Неоконченных хроник «Технологии кувалды» по теме оснастки для хромирования штоков и цилиндров были опубликованы два Параграфа в Главе 2 «Хромирование» и пять Параграфов в Приложении А «Доработка оснастки».
Если коротко охарактеризовать материал этих параграфов, то можно сказать, что это и есть самые настоящие хроники работы в Бюро по проектированию оснастки Отдела Главного Технолога.
Однако, можно заметить, что каждый раз оснастка для наружного или внутреннего хромирования выдавалась для конкретной заготовки. Поэтому применить, например, анод для внутреннего хромирования от одного штока для нанесения покрытия на другой шток было либо проблематично либо невозможно. Лишь в конце Параграфа 4 Приложения А было сказано, что для трех штоков и одного цилиндра были выданы в производство два унифицированных анода.
В этом Параграфе я хочу порассуждать о проблемах унификации оснастки для хромирования и предложить методы решения таковых проблем. А целью рассуждений станет продвижение к некоему регламентирующему документу, типа РТМ, в котором будут даны рекомендации по проектированию оснастки для хромирования штоков и цилиндров.
I. Унификация катодных подвесов.
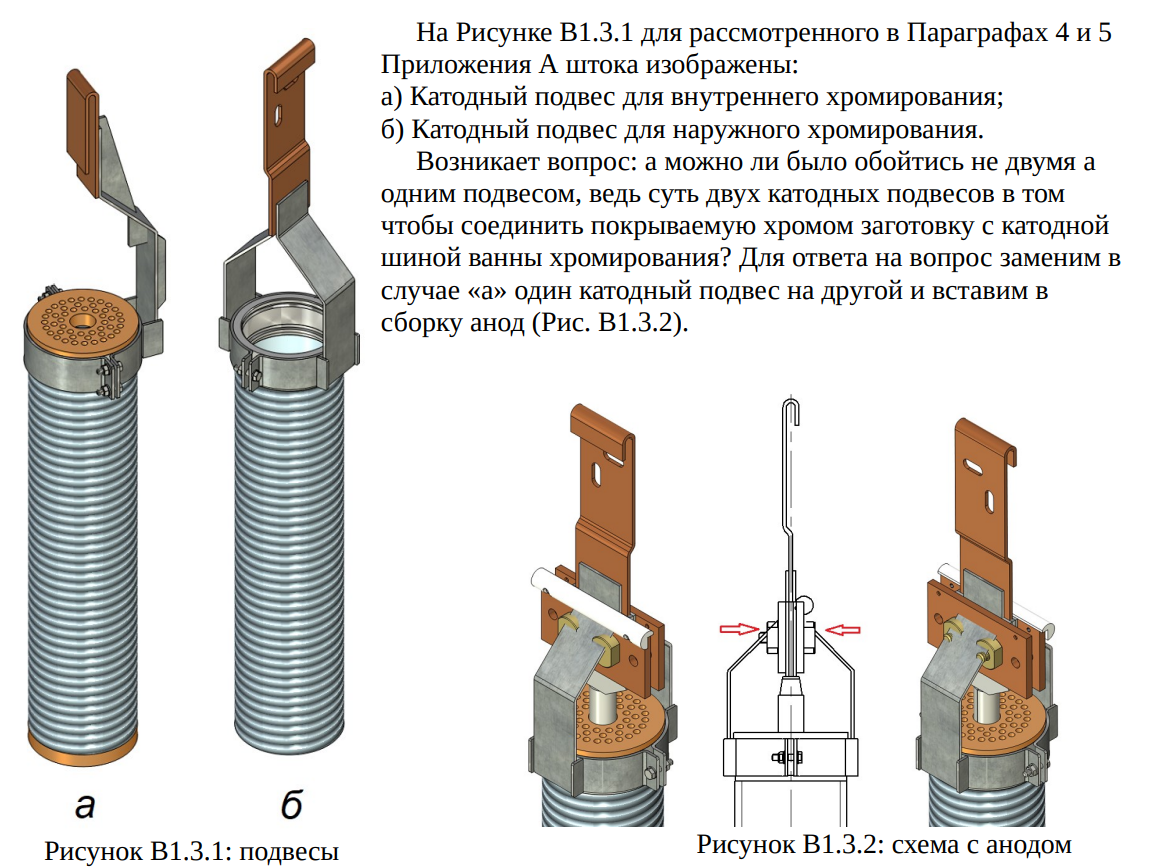
Из схемы Рисунка В1.3.2 видно, что нужно менять либо конструкцию катодного подвеса, либо конструкцию анода, а скорее всего, и того и другого.
II. Унификация анодов для внутреннего хромирования.
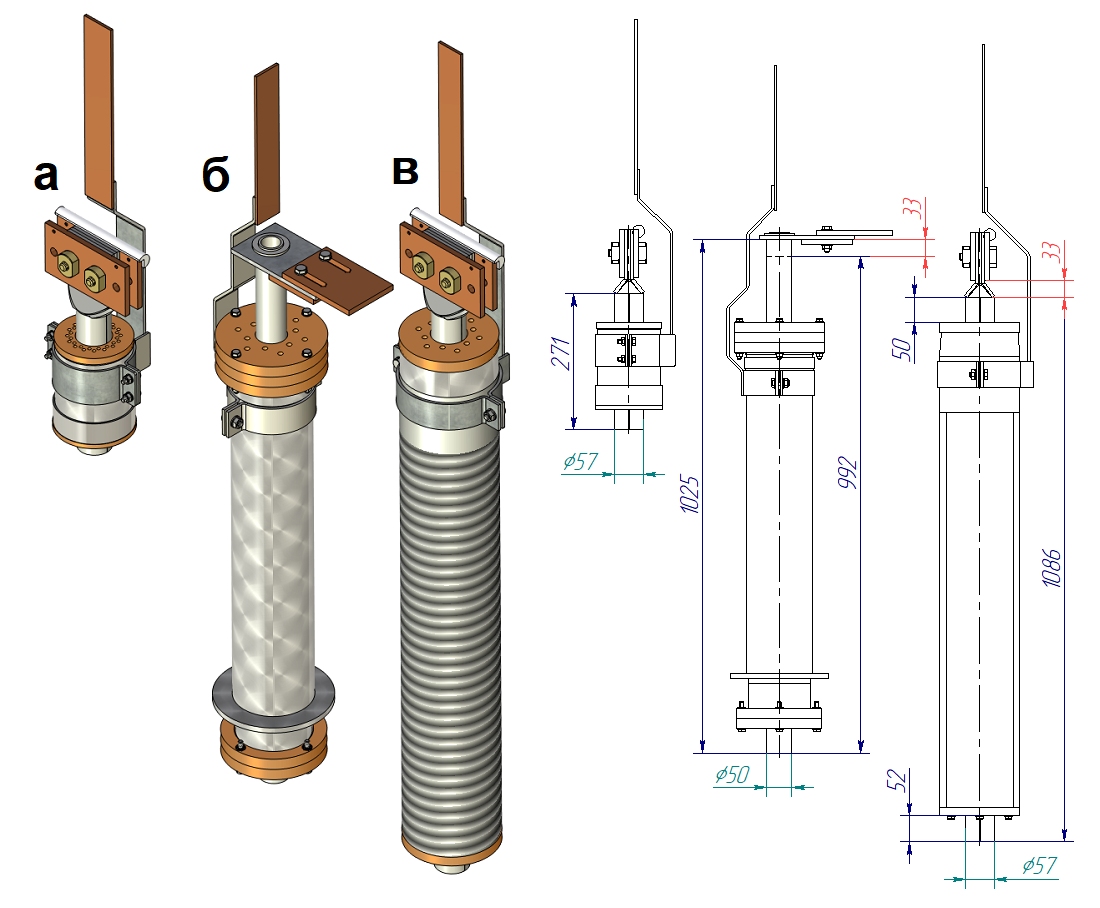
Рисунок В1.3.3: сравнение трех анодов для внутреннего хромирования
На Рисунке В1.3.3 представлены три комплекта технологического оснащения для хромирования внутренних поверхностей штоков, в разное время выданных в производство. Во всех трех случаях аноды имеют близкие значения диаметров (Ø50 и Ø57), что наталкивает на мысль о необходимости их унификации, тем более, что для изготовления анодов используются дорогие материалы: медь, свинец, бронза, латунь, фторопласт.
1. Унификация анодов по длине.
Анод «а» не подойдет по длине к штокам «б» и «в», а анод «б» к штоку «в». И наоборот: анод «в» подойдет по длине ко всем трем штокам, а анод «б» к двум: «а» и «б». Таким образом, можно было бы обойтись одним анодом «в» для всех трех случаев.
2. Унификация анодов по диаметрам.
В Производственной инструкции ВИАМ ПИ 1.2.187-81 [х] рекомендуется выполнять зазоры между анодом и покрываемой поверхностью в диапазоне от 30 до 50 мм.
В таблице В131 приводятся следующие данные рассматриваемых трех комплектов оснастки для внутреннего хромирования (Рис В1.3.3): внутренний диаметр заготовки, диаметр анода, зазор между покрываемой поверхностью и анодом, диаметр трубы штанги анода, толщина свинцовых листов обкладки штанги анода.
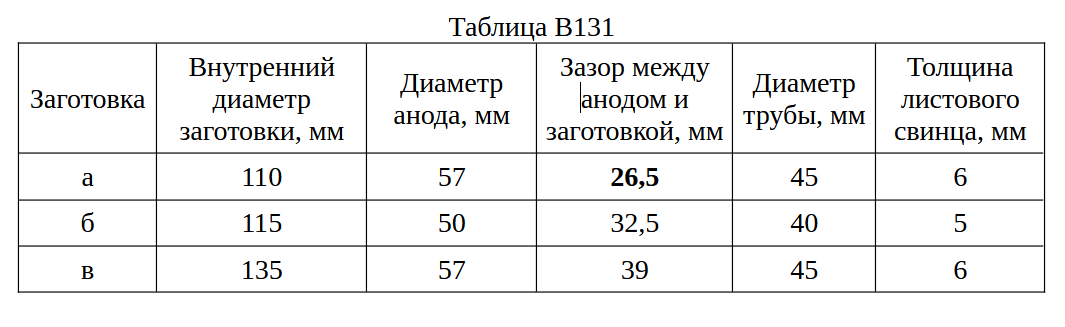
Из таблицы В131 видно, что один из анодов «а» вышел за рамки рекомендуемого Производственной инструкцией диапазона зазоров между заготовкой и анодом (26,5 мм). Всё объясняется конструкцией анода, в которой стальная труба штанги анода обкладывается листовым свинцом, а также наличием на складе труб нужного диаметра и листов свинца необходимой толщины. Во время проектирования анода удалось подобрать только указанные диаметр трубы и толщину свинцовых листов.
В обсуждаемом примере трех штоков из сортамента труб и листов свинца, приведенных в таблице, оптимальным сочетанием для унифицированного анода был бы такой выбор: труба диаметром 40 мм и листы свинца толщиной 6 мм. В этом случае расчетный диаметр анода получился бы равным 52 мм.
III. Расчет размеров оснастки для внутреннего хромирования.
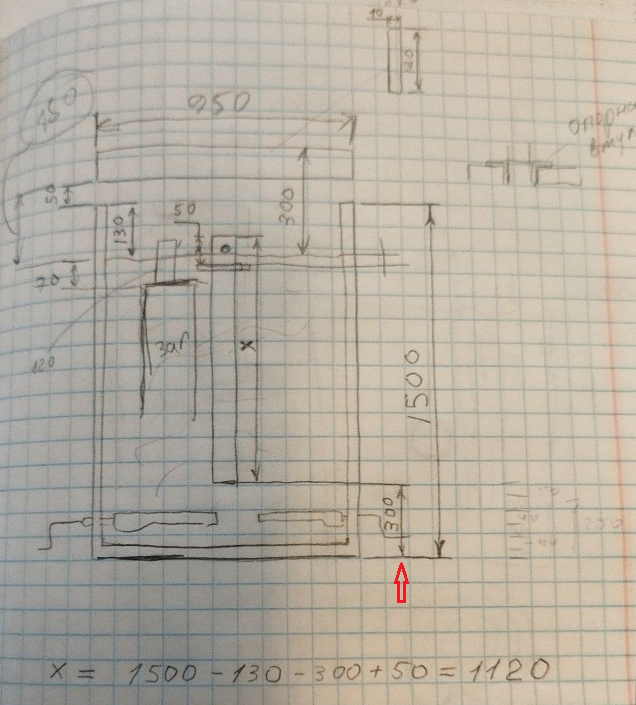
Рисунок В1.3.4: замер ванны хромирования
Из предыдущих рассуждений вытекает, что конструкции унифицированных анодов и катодных подвесов должны быть привязаны к существующему оборудованию.
Конечно же, можно было взять паспорт на интересующую ванну хромирования, комплект документации на неё же из архива и полностью положиться на такие источники исходных данных. Но мой опыт показывает, что надеяться на то, будто десять или более лет назад кто-то строго руководствовался указанными документами, было бы опрометчиво.
Поэтому появление эскиза замера ванны хромирования (Рис. В1.3.4) в ходе моего визита на гальванический участок с рулеткой, тетрадью и карандашом было неизбежным.
Уточнение отмеченного красным размера ограничения длины анода от нагревающих элементов оставлен до операции технического обслуживания: с большой вероятностью он станет меньше.
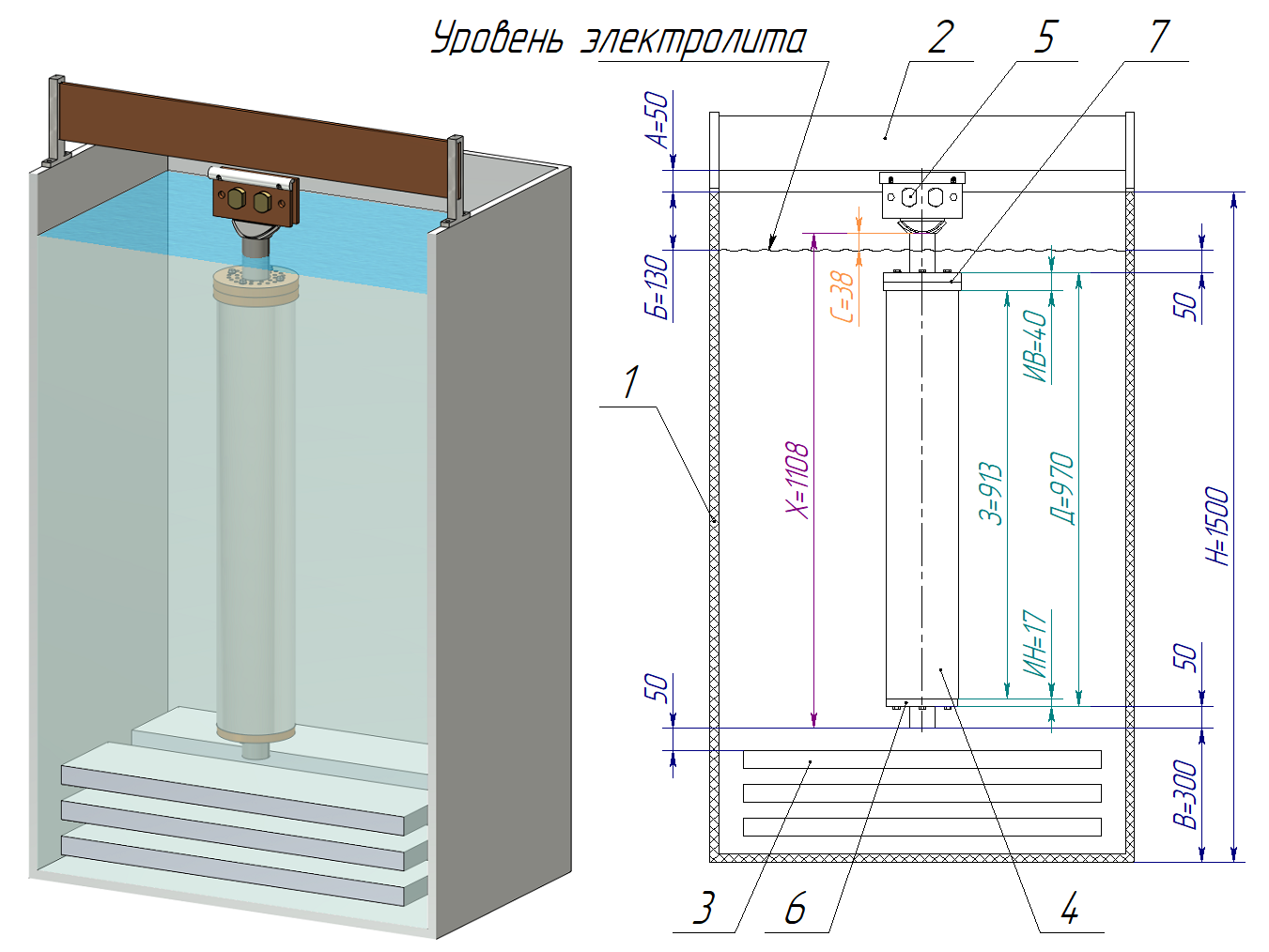
Рисунок В1.3.5: расчетная схема ванны хромирования
На Рисунке В1.3.5 изображена схема ванны хромирования (по результатам замера):
Поз. 1 — ёмкость ванны хромирования;
Поз. 2 — катодная шина (медная полоса сечением 120х10 мм);
Поз. 3 — оборудование для нагрева и охлаждения электролита;
Поз. 4 — заготовка;
Поз. 5 — анод;
Поз. 6 — нижний изолятор;
Поз. 7 — верхний изолятор;
Н — высота ёмкости ванны хромирования;
А — расстояние между нижней кромкой катодной штанги и верхней кромкой ванны хромирования;
Б — расстояние от верхней кромки ванны хромирования до уровня электролита в ванне;
В — ограничение длины катода от оборудования регулирования температуры электролита;
Д — габарит заготовки с изоляторами;
З — габарит заготовки;
ИВ — размер верхнего изолятора;
ИН — размер нижнего изолятора;
С — конструктивный размер вылета цилиндрической части анода над поверхностью электролита1;
Х — максимальная расчетная длина цилиндрической части анода, обложенной свинцовым листом.
Исходя из данных, представленных на схеме ванны хромирования (Рис. В1.3.5), получаем такие важные расчетные величины:
1. Максимальная длина цилиндрической части анода, обложенной свинцовым листом (рабочая длина анода)1:
Х=Н-Б-В+С=1108 мм;
2. Максимальная длина заготовки с верхним и нижним изоляторами1:
Д=Х-С-50-50=970 мм;
3. Максимальная длина заготовки1:
З=Д-ИВ-ИН=913 мм.
1 Выше уже говорилось, что ограничение от оборудования регулирования температуры электролита (В) требует уточнения, но в пределе рабочая длина анода может не ограничиваться величиной В, о чем будет сказано ниже. Также такие величины, как: С (конструктивный размер вылета цилиндрической части анода над поверхностью электролита), ИВ (размер верхнего изолятора), ИН (размер нижнего изолятора), - лежат в некоторых диапазонах, определяемых конструктивным исполнением конкретного комплекта технологического оснащения. Однако такие диапазоны невелики и не оказывают значимого влияния на три расчетные величины: Х, Д и З. Величина С — это, по сути, запас, на который теоретически может быть опущен в электролит анод.IV. Плоды раздумья.
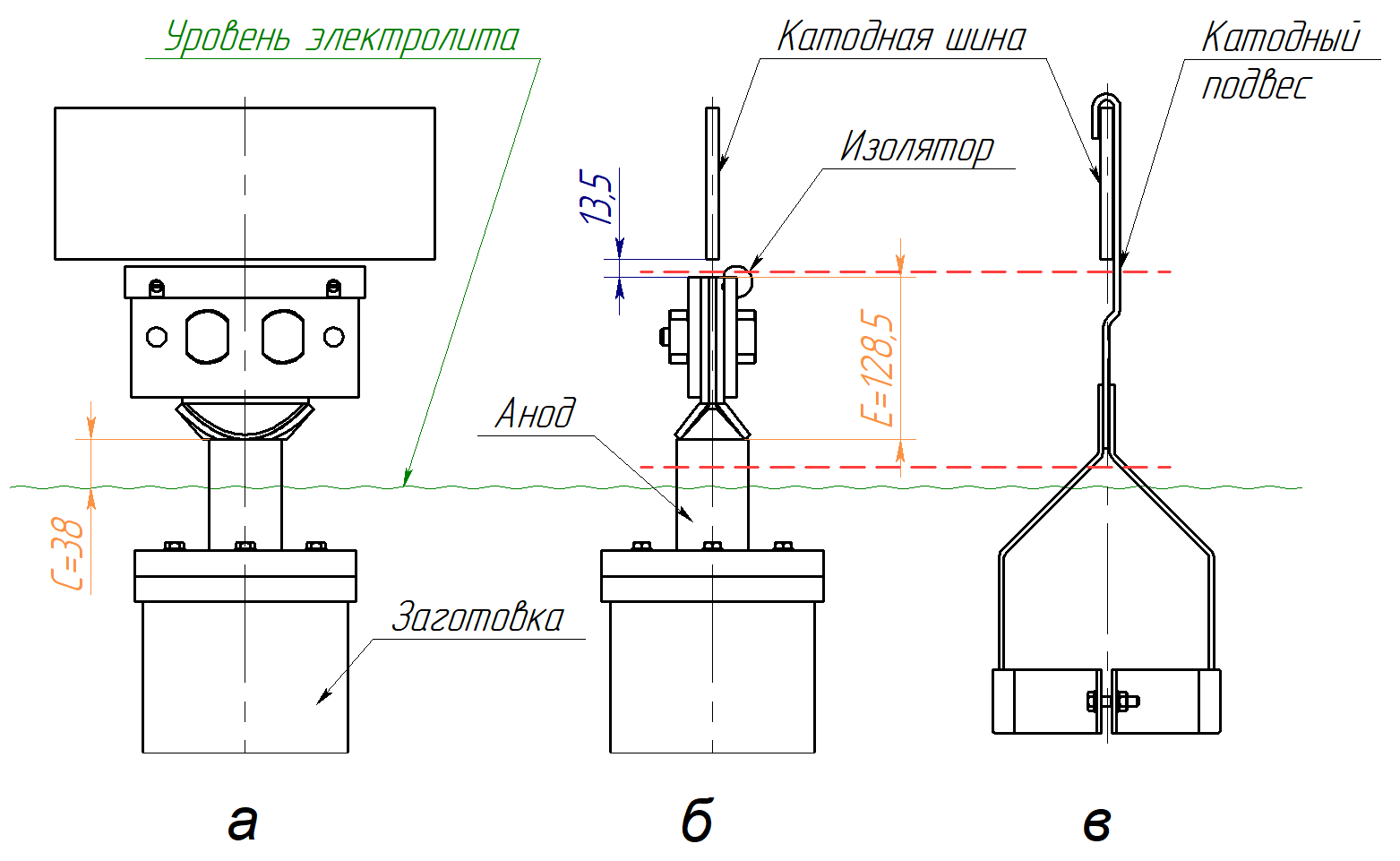
Рисунок В1.3.6: примыкание анода к катодной шин
На Рисунке В1.3.6 показан увеличенный фрагмент Рисунка В1.3.5: примыкание анода к катодной шине:
а — увеличенный вид спереди Рисунка В1.3.5;
б — вид слева того же фрагмента;
в — положение катодного подвеса (тип «б», Рис. В1.3.1) на катодной шине.
При таком положении анода расстояние до катодной шины (13,5 мм) слишком мало, и требуется дополнительный изолятор, чтобы исключить замыкание анодной цепи на катодную.
Для смены положения анода относительно катодной шины и для изменения его конструкции есть два геометрических ресурса: размер С=38 мм и размер Е=128,5 мм.
Рассматриваемая конструкция катодного подвеса (Рис. В1.3.6) показывает (красные штриховые линии), что и размера Е не хватит для текущей и измененной конструкции анода. А это означает, что и конструкция катодного подвеса также должна быть изменена.
V. Анализ необходимых изменений в конструкции анодов и катодных подвесов.
А. Вариант с переносом катодной шины.
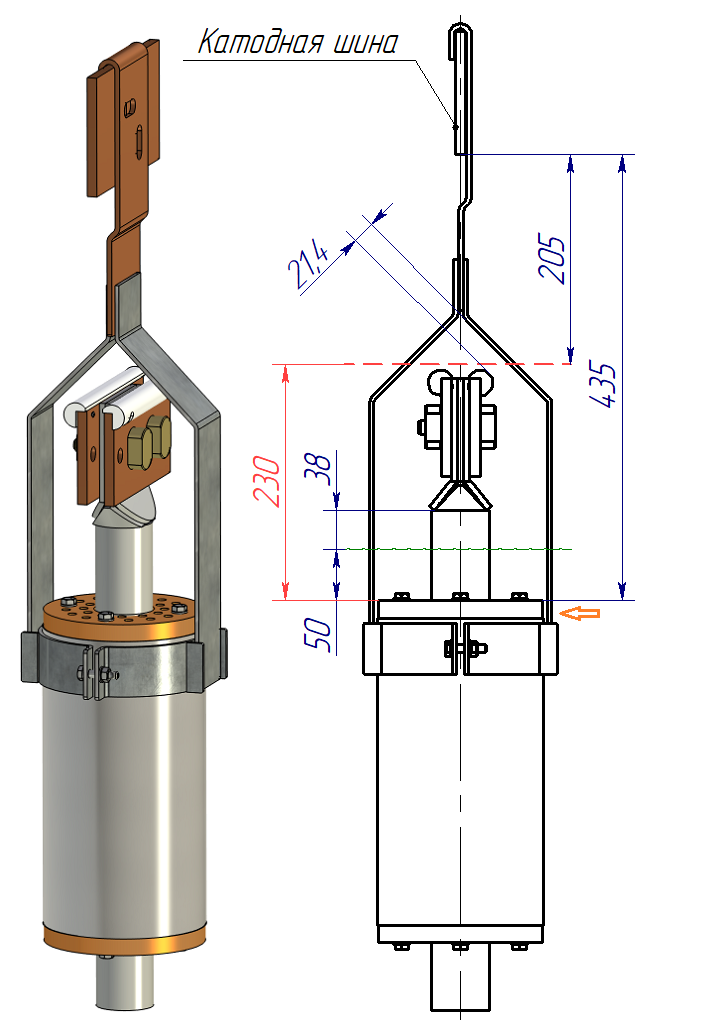
Рисунок В1.3.7: перенос катодной шины
Этот вариант расширяет диапазон того самого размера Е (Рис. В1.3.6). При этом изменения конструкции анода и катодного подвеса будут минимальными. Для этого ограничим доработку конструкции оснащения следующими параметрами:
1) Размер С=38 мм (Рис. В1.3.6) оставляем без изменения;
2) Минимальное расстояние от крайних точек изоляторов анода до поверхностей катодного подвеса 20 мм.
На Рисунке В1.3.7 показана реализация такого варианта (Видео 176):
1) Катодная шина перенесена на 205 мм вверх от линии 230 мм, уровня расположения на расчетной схеме ванны хромирования (Рис. В1.3.5), который отмечен красной пунктирной линией;
2) Изменена конструкция катодного подвеса. В частности, удлинены боковые профили;
3) Изменена конструкция верхней крышки (отмечено стрелкой): ранее крышка выходила за габарит штока.
4) На аноде добавлен второй изолятор из фторопласта (на Рисунке В1.3.7 он белого цвета).
Б. Вариант без переноса катодной шины.
Ограничения будут такими:
1) Размер С=38 мм (Рис. В1.3.6) оставляем без изменения;
2) Минимальное расстояние от крайних точек изоляторов анода до поверхностей катодного подвеса 15...20 мм.
Проработка варианта Б представлена на Рисунке В1.3.8 (Видео 177):
1) В конструкцию анода внесены кардинальные изменения (Видео 178): теперь клемма анодной шины вынесена вбок, что позволило сильно сэкономить пространство для размещения деталей анода, и переработаны изоляторы поверхностей анода;
2) Катодный подвес усилен двумя ребрами (Видео 179).
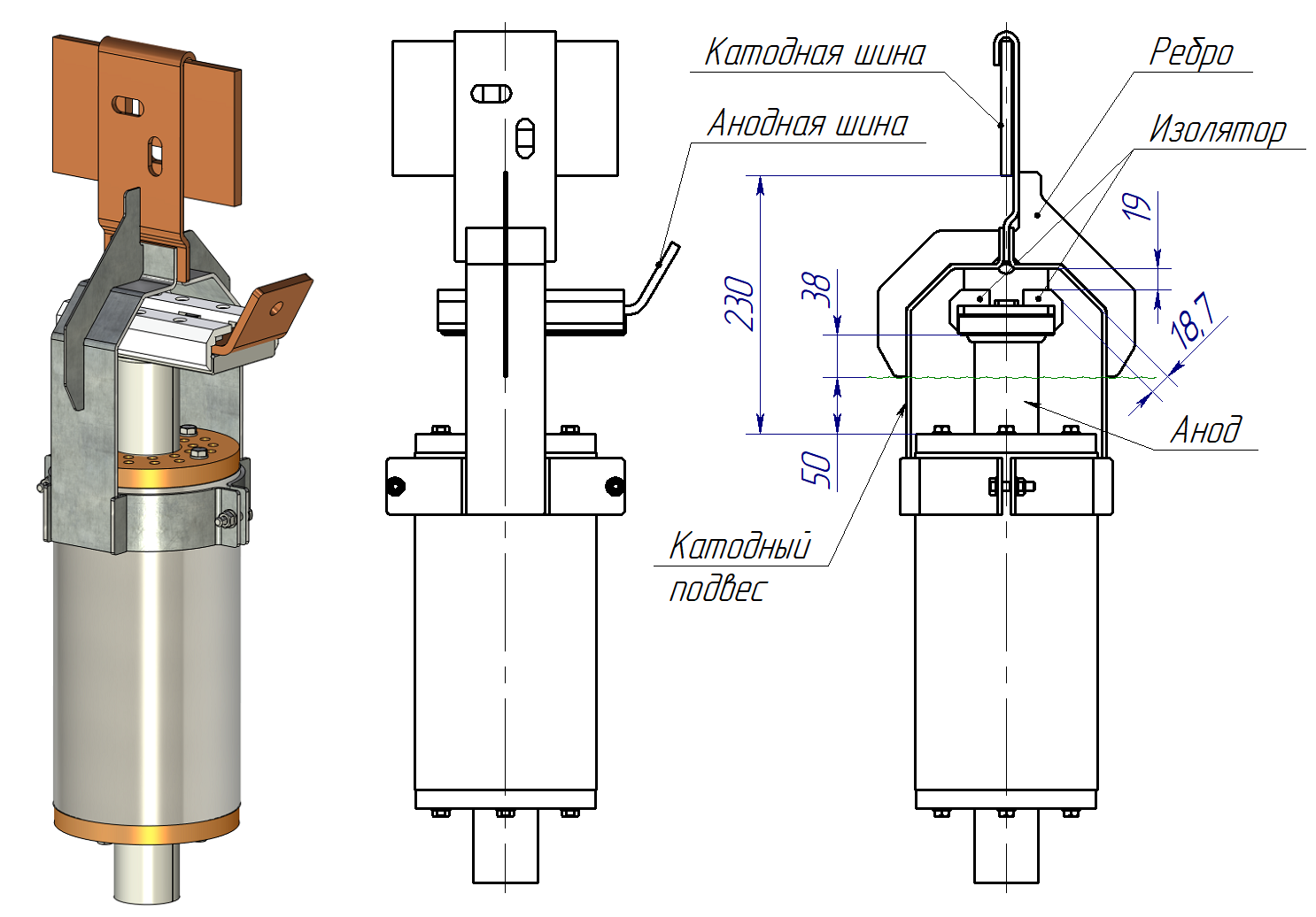
Рисунок В1.3.8: вариант без переноса катодной шины
VI. Технология кувалдытм.
А. Фиксация положения анода.
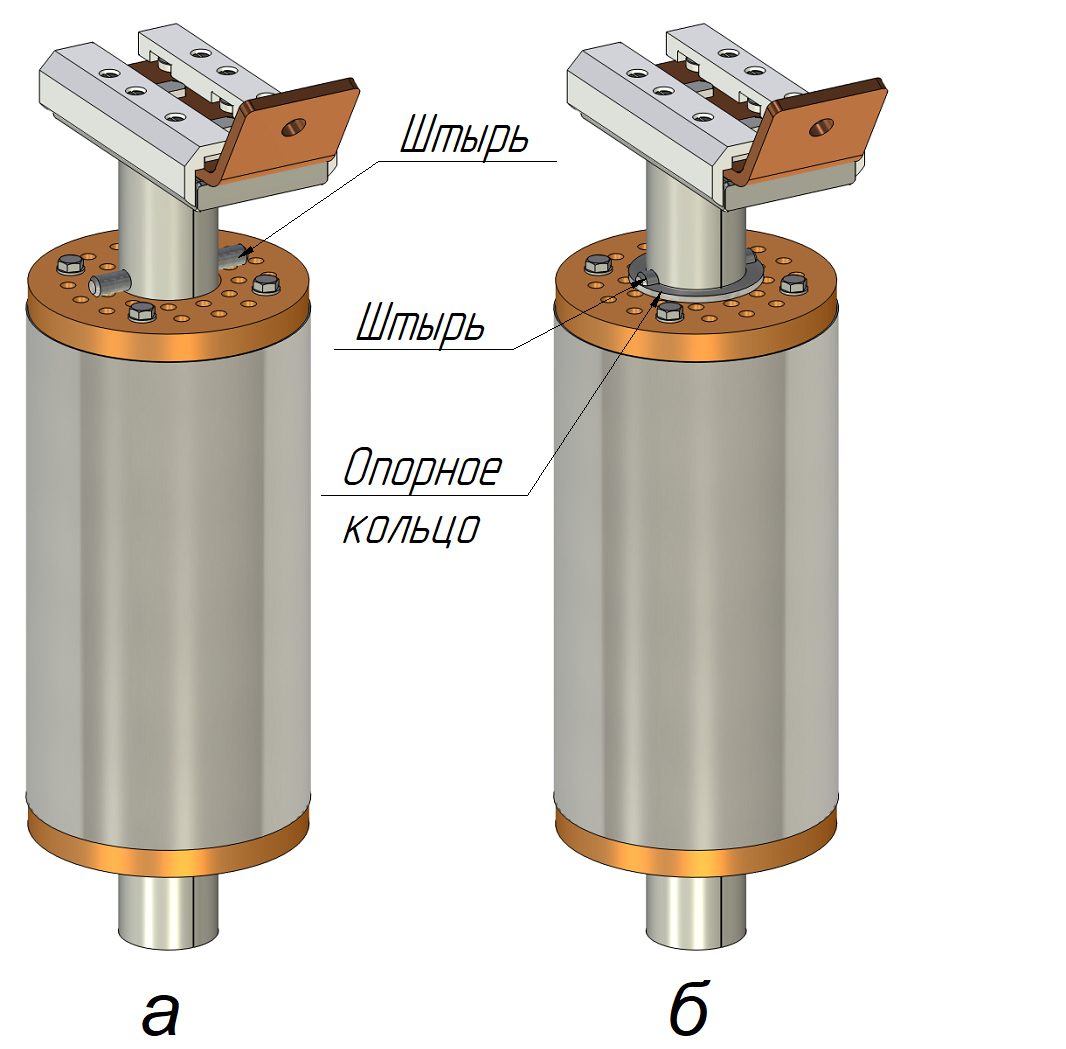
Рисунок В1.3.9: фиксация анода по высоте
Пока нигде не отражен один важный момент: а как обеспечивается положение анода относительно, положим, верхнего изолятора, а значит и относительно катодной шины? Если посмотреть, например, на Рисунок В1.3.8, то анод, по сути, висит в воздухе (а он тяжелый).
Во время консультаций с работниками гальванического цеха несколько раз такой вопрос поднимался, на что был следующий ответ: «Мы делаем фиксацию по месту!» На Рисунке В1.3.9-а показана реализация такой фиксации: в определенном месте анода просверлено отверстие, куда вставлен штырь.
На Рисунке В1.3.9-б предлагается вариант, исключающий продавливание изолятора при локальном приложении нагрузки от массы анода в варианте «а» (Видео 180).
Причина такой «фиксации по месту» очень простая: отсутствие унификации катодных подвесов, анодов и другой оснастки. Поэтому на протяжении продолжительного времени было изготовлено большое количество технологического оснащения, в конструкции которого по разному учитывалась геометрия ванны хромирования.
Б. Рекомендации по доработке оборудования.
Ранее рассмотренный в части V вариант «А» с переносом катодной шины предполагал переустановку шины выше на 205 мм. Конечно же это - «специально подобранный пример». В реальности вполне хватило бы переноса на 70...100 мм.
И тут выработать некие конкретные технические требования для нового оборудования можно только на основе унификации, когда то же положение катодной шины относительно уровня электролита в ванне хромирования станет однозначным.
В. Длина анодов.
В пределе длина анода может не ограничиваться тем самым размером В (Рис. В1.3.5), а определяться дном ванны хромирования. Все зависит от конкретной реализации конструкции системы водоподогрева.
Г. Защита поверхностей катодных подвесов.
В случае применения унифицированных катодных подвесов для наружного хромирования, может понадобиться защита поверхностей катодных подвесов от осаждения хрома.
VII. Ссылка на документацию и 3D модели оснастки в формате STEP и Parasolid. Просмотр.
Комментарии
Эх, жаль я не металлург... или как там. Чувствую, что это было бы занимательное чтиво.
Но в любом случае- спасибо!
Металлургия тут ни причем. Тема - гальваника.
Тут солянка из химии и электротехники...
Да я так, шутить пытаюсь. В любом случае- для меня разница, как для неспециалиста, трудно видима
Ну, тут трудно все разъяснить. Все же какое-то начальное понимание нужно...
Спасибо!
Читал не отрываясь.
Сильнейший системный поход.
Активные методы.
В конце шел ударный метод - был в восторге!
Отзыв от металлурга Анатолия 22 года (с)Пикабу
Вот тут не понял...
Чего тут непонятного?
Катодный подвес забивается на катодную шину лёгкими ударами молотка. Или ладошки.
Вполне допустимо... Тут главное - надежный контакт.
Во-о-т!
Поэтому катодный подвес должен быть подпружинен. А не просто изгиб на 180 градусов.
На некоторых картинках Вы можете заметить в катодной шине ванны и на ответной шине катодного подвеса перекрещивающиеся пазы. Они выполнены для того, чтобы спецболтами притягивать шину катодного подвеса к шине ванны.
Во многих случаях можно крепить кабель шины прямо к катоду, а изогнутый крюк использовать для завешивания кранбалкой...
А тогда зачем делать подвесочный крюк из дорогостоящей меди?
*
Судя по фото у вас там серьёзное производство!
Все крюки делаются из меди.
Этот кадр - инициатива работников гальванического участка.
Кстати, крюк должен быть "немного" другим: во всяком случае я так закладывал. Форма крюка и его размеры - это творчество местных умельцев. Я с этим борюсь, но сделать нужно очень много...
Я же чертякам для завешивания два рым-болта расположил на верхней крышке из нержавейки: на фото эти рым-болты хорошо видны. Основная проблема со всеми этими крюками совсем не контакт. Первейшее дело - это центрирование в аноде для внешнего хромирования...
Спрошу с оказией: от чего так?
Рымы хорошо видны. Даже не подумалось что они из нержавейки.
Получается подвес на две точки. Это хорошо для вертикального выравнивания.
Ну а для внутреннего центрирования и выравнивания зазоров наверняка какой шаблон есть и проставка пластиковая.
Гальваника дело тонкое.
Завтра уточню, но сдается мне, что это бракованный шток, и его завешивали таким образом, чтобы провести предварительное покрытие, для проверки режимов.
Я не исключаю проверки в неглубокой ванне, так как глубокая частенько занята...
Я неделю назад видел такой шток для проб...
Эта тема не для всех. Если вы не в курсах про этого героя Пикабу, то и не нужно.
Это такая тема.
Вам, не стоит вскрывать эту тему. Вы молодые, шутливые, вам все легко. Это не то. Это не Чикатило и даже не архивы спецслужб. Сюда лучше не лезть. Серьезно, любой из вас будет жалеть. Лучше закройте тему и забудьте, что тут писалось. Я вполне понимаю, что данным сообщением вызову дополнительный интерес, но хочу сразу предостеречь пытливых – стоп. Остальных просто не найдут. (с)
"Молодым и шутливым" я был в 1990 году, когда пришел после окончания Бауманки молодым специалистом на НПО "Криогенмаш".
Как знаете...
Находясь между молотом и наковальней, сперматозоид не мог понять что происходит. К чему эти трения и ударные фрикции, когда было достаточно точечного спринцевания ? )
Силой 8 атмосфер! :)
В парадигме поднимаемой статьей темы: ион хрома находятся между молотом анода и наковальней катода...
Перспективный чат детектед! Сим повелеваю - внести запись в реестр самых обсуждаемых за последние 4 часа.