







Давеча я видел в "Глубинах Афтершока" статьи по теме 3D печати. В комментариях были разные взгляды на существо этой новой технологии. Хочу и я затронуть данную тему.
*****
Старые русские слова: лад, литник, чаша, жеребейка, болван, стержень, опока, утяжина, ужимина, неслитина, прибыль, выпор, - для любителей русского посконного нет лучшей стези, чем литейное дело.
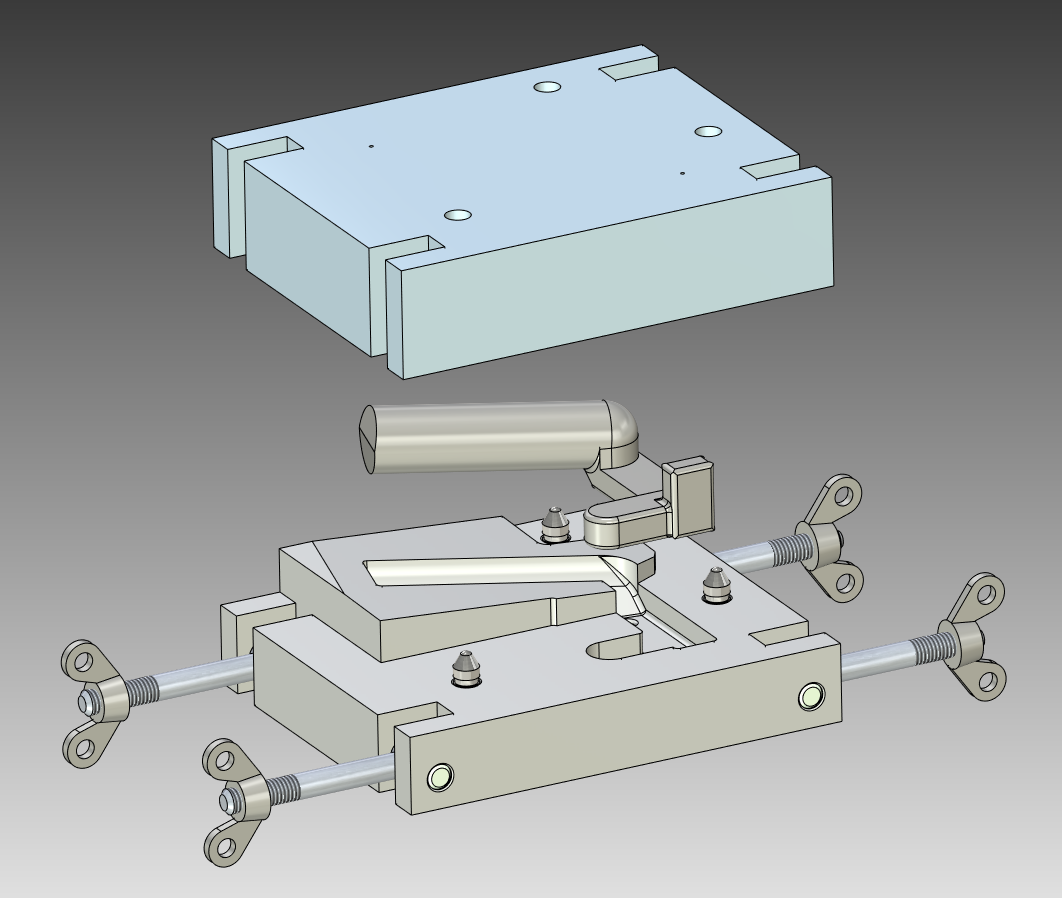
По своей работе я имею отношение к литейной оснастке. Литье в одноразовые формы, прямое прессование, литье под давлением... Но более всего мне по душе проектирование оснастки для литья по выплавляемым моделям. Попытаюсь кратко и просто пояснить, о чем идет речь... Положим, нам нужно отливать точную копию чьей-то прекрасной ножки (например, для статуэтки балерины) в масштабе один к пяти. По пути к цели нам нужно пройти следующие стадии:
1 стадия. Создание чертежа литейной модели или её трехмерного аналога.
2 стадия. Проектирование пресс-формы по чертежу или 3D модели, в которой будет создаваться выплавляемая модель: аналог литейной детали из смеси, например, парафина и стеарина. Пресс-форма, по самому простому - две половинки из металла (гипса или другого материала), внутри которых сделаны углубления, повторяющие литейную заготовку (ножку).
3 стадия. Изготовление пресс-формы. Зачастую эта стадия крайне затратная как по материалам, так и по времени оператора станка ЧПУ и программиста.
4 стадия. Собственно производство выплавляемой модели: впрыск внутрь пресс-формы смеси парафина и стеарина.
5. стадия. Создание оболочки: на поверхность модели из парафина и стерина наносится суспензия из связующего, например SiO2, пылевидного огнеупора, далее поверхность посыпают песком и сушат. Операцию повторяют. Иногда до 6 раз.
Получают модель из парафина и стеарина, "ножку", как бы в чулке, прочном и огнеупорном.
6. стадия. Из "чулка" модель выплавляют, то есть удаляют, нагревая ее до температуры плавления парафина и стеарина. Отсюда и название метода: "по выплавляемым моделям". И остается пустой "чулок" без "ножки".
7. стадия. Чулок в специальном ящике засыпают песком, который утрамбовывают.
8 стадия. Внутрь чулка заливают металл.
9 стадия. После затвердевания металла форму разбивают, и остаются "ножка" из металла.
*****
А. Некоторое время назад у нас появилось несколько 3D принтеров, на которых, в частности, печатаются те самые выплавляемые модели. Таким образом, мы сразу после Стадии 1 переходим к Стадии 5. Налицо большая экономия!
*****
Б. А это уже фантастика, ставшая реальностью:
Обуховский завод начал производство песчаных 3D-принтеров «Бархан-1200»
Первые два серийных образца уже изготовлены предприятием для поставки заказчикам.
Полученные с помощью принтера формы можно использовать для литья стали, чугуна, цветных металлов и магниевых сплавов.
«Бархан-1200» используется для создания разовых литейных форм, а в качестве сырья выступает кварцевый песок и связующая смола. Создание одной формы на таком 3D-принтере может занимать от нескольких часов до нескольких суток, но в 2025 году на заводе обещают начать серийное изготовление песчаных принтеров с увеличением скорости печати в два раза.
Разработан 3D-принтер был непосредственно Обуховским заводом, входящим в состав концерна «Алмаз-Антей»
Принтер работает от сети 380 Вольт, его масса без учёта вспомогательного оборудования составляет не более 5 тонн.
Песчаный принтер «Бархан-1200» способен создавать сложные формы, а также помогать производству сокращать траты и время на подготовку к литью.

Как я понимаю, тут мы сразу от Стадии 1 переходим к Стадии 7 и даже Стадии 8.
Ну, что сказать... Железный конь, вернее "Бархан", уже пришел на смену крестьянской лошадке. Поубавится работы у технологов, программистов ЧПУ, операторов станков ЧПУ, литейщиков. Как-то понуро смотрят в свое будущее модельщики литейки...
Комментарии
С удовольствием вас читаю! Спасибо!
Замечу вам, что мерседес съехал в Китай! И выставил на продажу все ДЦ свои в Германии на продажу, а это 800 шт! При том на нашем, подсанкционном рынке! Откуда мерседес ушёл! Есть в продаже новые автомобили мерседес С класс, с началом ВИН-кода с буквы L. Эта буква означает производство "маде ин Чайна" . Но самое ентересное не в этом, а в моторах. Там новое поколение, 1,6 литра. И при этом 224 ЛС. Оч интересно.
Перетекание технологий и их носителей в ближайшие несколько лет могут выстрелить очень невероятными вещами... Когда какие-нибудь Индонезия, Малайзия, Иран, а может какая из африканских стран, вдруг - раз: и уже в числе лидеров некоторых технологических отраслях...
Просто люди и технологии не только в Китай едут...
А порш переехал в USA, будучи vag. Так что про раздел рынков и сфер Хазин немного угадал.
Хазин - голова! Еще бы он в политоту не лез...
Можно ссылочку на это событие.
Раньше проходило как фейк.
А куда еще бежать немецким промышленникам?
В Китае:
1. дешевый русский газ, который потеряла Германия.
2. Огромный рынок сбыта продукции.
3. Нескончаемый рынок труда...
такой мотор работает в исключительно напряженном режиме и срок его службы весьма ограничен. Зато он дешевле для производителя.Т.е. двойной эффект за счет потребителя - выходит из строя раньше и дешевле в производстве.
имеет ли место экономия при реально массовом масштабном производстве той или иной детали? то есть когда речь идет не о десятках, а о сотнях тысяч?
какая экономика у 3д печати в этом случае (с учетом капзатрат на самооборудование и операционных энергозатрат) в сравнении с обычными линиями?
Вы посмотрите: чем занимается Обуховский завод...
Вот, например, для подвешивания под крылья и пузо Су-34 "бимбы" ФАБ-3000, которую недавно анонсировали к серийному производству, нужно выпустить специальных 20 автоматизированных платформ, в состав каждой из которых входит одна но важная литая деталь.
Её делать все-равно нужно. И тут вытекает экономия.
А таких примеров: тысячи и тысячи! Я уверен, что на Обуховском номенклатура литых деталей, серии которых десятки или сотни - огромная...
Если не делать тысячи пресс-форм, не загружать станки ЧПУ и модельщиков... А в масштабах всей страны?
*****
Что касается операционных энергозатрат, то экономия мне видится явная...
Если надо сделать 10000 одинаковых деталей - 3д принтер не нужен. Нужна форма или пресс.
А если идут окр либо рационализация в текущем изделии то может быть
Я говорю о нескольких десятках литых деталей...
Каждая из деталей идет на одно большое изделие, например, на самолет...
Можно и напечатать...
если надо 10000 литых деталей песчаный 3d-принтер сэкономит космическое количество времени на изготовлении форм - это позволяете получать массивные отливки которые невыгодно печатать на SLM - что-то более 400-500мм по любому из измерений.
если детали средние (менее 300-400мм) то тут Очень не простой вопрос Что выгоднее SLM или литье....
а вот если детали менее 300мм то SLM однозначно выгоднее зато время пока вы только заготовите формы и Начнете греть металл SLM уже напечатает всю серию деталей....
Тут нужно смотреть. Все же старые технологии отработаны. Есть и автоматизация изготовления форм...
Считать нужно.
Я понимаю за счет чего экономия может возникнуть на малой партии. То есть пример про платформы мне понятен. Малая партия, проще по быстрому чтото напечатать и забыть.
Но я не понимаю, как это будет происходить при реально массовом производстве.
Оборудование дорогущее, оно не с неба падает и соотвественно, чем больше масштабы производства, тем больший смысл имеет заменить на линии попроще.
На сегодня в массовом производстве никакая 3Д печать не может соперничать по экономике со "старыми" методами изготовления. Даже лазерная резка на массовой детали не подойдет по себестоимости к обычному штампу!
Но! По стране, уверен, по номенклатуре найдутся минимум сотни тысяч деталей, где 3Д печать даст фору старым технологиям...
Вот эту фразу желательно в самую шапку выносить любых статей про 3D печать.
Глядишь - фантазий бы меньше было на АШ.
.
Ну, я же и говорю: если серия очень маленькая, или деталь крайне сложная, то 3Д печать может конкурировать...
И главное, что Вы тоже "не увидели": то, что печатает тот принтер Бархан или наши 3Д принтеры для литья по выплавляемым моделям, это все НЕ ИДЕТ В КАЧЕСТВЕ ДЕТАЛЕЙ НА КОНЕЧНОЕ ИЗДЕЛИЕ! Вот в чем соль! Напечатали песчаную форму на 3Д принтере. А на изделие идет то, что отольется в этой форме. А фору - сразу в утиль!
Ну это не совсем так, пластиковые детали вполне конкуренты уже. В том же Тайване корпуса для вентиляторов печатают.
Тут давеча на одном заводе открыли линию для производства лопастей для fpv дронов.
По-моему, программа 4 миллиона в год...
Спорно - очень сильно зависит от серийности, сложности и того как оно проектировалось - если сразу под 3D печать то у изделия могут появится очень интересные фишки которые обычными методами не реализуешь. воткак пример:
и второй вопрос если это старое действующее производство Это одно, а если Новое то совсем другой коленкор...
Для ответственной техники (космос, авиация, ВПК) детали справа нужно ещё и рассчитать: на прочность, устойчивость, резонанс, вибрацию, удар, на многие виды статики и динамики. Совместить все это с испытаниями на климатику, пыль, соль...
Всегда вылезают неприятные косяки. Старые формы уже давно просчитываемы, даже без компьютеров.
а при генеративном дизайне - сначала задаешь условия работы - критические нагрузки, усилия, условия ОС итп, потом указываешь точки сопряжения и их параметры и только потом компьютер по заданным тобой условиям создает деталь.....
по сути - не верификация созданной детали под условия, а создание под условия работы детали....
ну и последующие контроли никто не исключает...
Мой опыт показывает, что многое можно подтвердить только при натурных эксперимента. Причем, сложных, длительных и дорогих...
+
Натурного исследования никто не отменяет тем более на ответственных деталях, но лучше начать с детали максимально приближенной к Условиям, чем сначала сделать деталь с кратными запасами, а потом вписываться в массу.... особенно показательно это в Аэрокосмической отрасли там экономия классического метода и генеративки может до 20-30% доходить по результирующей массе узла с сокращением критичных нагрузок на 30-40%
плюс когда по сути все прочностные и нагрузочные расчеты делаются не просто до появления реальной детали, а на базе этих самых расчетов создается деталь - экономия по времени очень существенная + возможности того самого 3D Генеративка задействует полностью - позволя и скрытые полости сделать, да и не возможные для металлорежущих станков формы + в целом эффективно использовать материал....
Пока не прописаны возможности 3Д печати в ГОСТ, ОСТ и прочей документации, никто в ответственные детали с этим не сунется
Так что, нужно менять регламенты.
https://viam.ru/uproject
там 40+ ГОСТов по аддитивке
Я о том, что в регламентах прописаны прочностные расчеты и высокопрочные материалы. Материалов, полученных 3Д печатью там нет. Нет ПМ на материалы.
Пока этого не появится, на большинстве предприятий в серьезные изделия никто пихать это не будет.
ПД-14 для МС-21 досточно серъезно? - "ВИАМ изготовил 3D-печатные завихрители фронтовых устройств камер сгорания для двигателей ПД-14, разработанных для эксплуатации на перспективных магистральных авиалайнерах МС-21" - новость от 2016....
я к тому что дело идети и уже давно у нас оказывается есть ГОСТы на Аддитивные технологии аж с 2017 год т.е уже почти 7 лет как....
не стоит прроодолжать ретроградствовать пора Изучать новое... +))))
Повторю: есть приписанные в ТО, ТУ, РЭ, ПМ регламенты, в том числе, прочностные расчеты, термическая обработка, испытания на прочность, которые, будучи скрепленные литерой "О1", не позволяют внедрять без серьезных работ и затрат аддитивные технологии.
Грубо говоря: замена технологии изготовления какого-нибудь "завихрителя" влечет за собой полный комплекс испытаний. А это огромные деньги! Причем, во время испытаний вполне может вылезти, что новая технология не обеспечивает требуемые параметры.
Поэтому, не нужно пытаться меня убедить в том, в чем убедить меня невозможно. Я не против 3Д печати, я имел в виду совсем другое.
Потом деталь на 3Д печатаешь и она ВНЕЗАПНО не обеспечивает "условия работы". Потому, что гладко было только на
бумагеэкране.а тут вопрос настройки и понимания концепций работы зачастую.... + опыт + в целом понимания условий работы конструкции - 3D требует концептуально другого подхода к Проектированию изделия и привычные методы не очень подходят зачастую и дают вот то самое гладко было на экране.
Мой опыт:
Как мы знаем вес для ЛА существенная, но не единственная характеристика эффективности.
Это вопрос масштабирования, надежности и качества производственных техпроцессов. Как говорили мне в институте технологи это те люди, которые стоят между тем, что хотят конструктора и тем, что может производство. Если бы Вы знали, сколько гениальных вещей было зарублено этими гадами – технологами.
Когда на РКД будете получать литеру «А» и считать ТЭО всплывут те самые проблемы, о которых говорил Алекс.
Сокращение с 4 проектировщиков до 1 – это конечно приятненько, но в R&D затраты на R «о» малое по сравнению с D.
Для "неответственных деталей" разве не надо?
Не получится... Испытания крайне сложный, дорогой и продолжительный процесс...
А расчеты "не все считают"...
Пруфы в студию. Да и смотря как вы эту экономику считаете. Если - считаете расходы по нищенской зарплате в 30 тыс для работяги, десятилетиями не ремонтировавшийся цех, сто раз аммортизированные советские станки, ворованное электричество, убитая экология, вывоз на ближайший пустырь отходов, время и бабки на бесконечные переделки, штрафы от получателя нулевые - то да - любое нововведение это убытки. А в "нелюбимом западе" - даже цена человеческой жизни для страховых целей - это 2 млн евро , ежели он на работе убьется или инвалидом станет. Так что сто раз подумаешь - гонять его в печь доставять слябы без снаряжения, или ну его нафиг - робота или 3D принтер поставить. Аддитивные технологии - как минимум очень, бережно относятся к материалу. И однозначно быстрее - для мелкосерийного и штучного производства
Да чего там! Штамповка или прессование в пресс-формах, например, резин.
ну тут действительно сильно много вопросов к методологии и учету входного капитала.
практика показывает что - если строить новый цех то 3D печать выгоднее выходит даже с учетом того что себестоимость производства изделия дороже - CAPEX получается разный зачастую на порядки и далеко не в пользу классики.... OPEX - да выше, но при расчете ROI получается так что Классика окупается лет 7-12, а Печать года так за 4.... и это еще не особо корректно учитывается риски качества приходящих станков, их не универсальности и с упрощенным расчетом амортизации.... если начать закладывать процент брака в закупаемые станки содержание сервисного склада для зоопарка станков и тд итп в общем все совсем не радужно если честно....
Так то МОРФу плевать на Ваши Капексы-Опексы - у них свои методики.
к сожалению у нас капитализма, однако..... и что бы не считало методикой МО РФ однако выжить на одном ГОбре - не получается....
Так тогда еще хуже по соотношению стоимость/себестоимость. Так Вы слона 3Д печати никогда не продадите. Только литера "И".
Ещё раз: до себестоимости штамповки ещё далеко.
Как Вы собираетесь конкурировать с простейшим пластинчатым штампом?
Ответ: никак!
как штамп сделает програмируемую упрругостьв изделии из резины? ну вот конкурировать с 3d тут Штамп не может никак....
да если есть возможность однонаправленной обработки сырья для получения продукта штамп навсегда останется самым быстрым и дешевым....
но всё таки если сравнивать сравнимое то у 3D есть куча преимуществ и да даже перед штампом - например практическая безотходность или программируемая упругость или "складываемость"
Я о том, что на миллионах деталей номенклатуры 3Д печать неконкурентна. Вы пытаетесь оппонировать одной из сотен тысяч деталей одной, где применение 3Д печати оправдано.
Бесспорно впочти всех случаях пресс дешевле и то что делается на прессе должно делаться на прессе... особено когда пресс отсался с войны... и возможно еще первой мировой войны...
но вам ничего не мешает спокойно оботись без пресса, да и заменить еще процентов так 80 станков на 3D принтеры - при орагнизации нового производства Это уже дешвле классики для мелкой и даже среденй серии... и даже для некотрых случаев крупных серий 3D уже дешевле.
так что если считаь TCO то Печать уже давно сравнялась с класикой, а местами уже побеждает.
На сегодня у нас идет масштабное обновление оборудование. В частности два ЧПУ пресса установили три месяца назад.
Мешает! Мешает то, что тогда нужно будет просто закрыть завод. На чем делать детали?
Это утопия и ненужная на сегодня фантастика. Ни одного станка заменить нельзя. Возможна замена некоторых операций, выполняемых на некоторых станках. Но это даже не проценты, доли процентов...
Просто нужно показать: какую часть из деталей в автомобиле, самолете, корабле, танке изготавливается 3Д печатью, - и все станет ясным.
Господа, вы скорее всего некорректно поняли суть задачи. На этом принтере печатают не конечные массовые изделия, а литьевые формы, на которых уже льют конечные массовые изделия. Формы всегда штучный товар, даже если счёт массовых изделий идёт на миллионы. В качестве примера - пресс форма для штамповки кузовных деталей автомобилей. На одной форме штампуются миллионы штук конечных изделий. Как только ресурс формы заканчивается, автомобилям делают рестайлинг, т.к, всё-равно дорогущие формы менять.
Поэтому в таком качестве 3д принтер это очень крутая штука для подобного применения. Форму можно напечатать за дни, а не собрать за месяцы как раньше.
О том и речь! Я и сказал: в какой-нибудь установке ЗРК нужна одна важная литая деталь. Всего в год установок ЗРК завод выпускает пару сотен. Вот тут печать одноразовых песчаных форм - однозначно шаг вперед!
Так что же печатает "песчаный принтер"? Форму для отливки выплавляемых моделей, или конечную форму для заливки металла?
Так песок же! Значит, окончательную форму: остается только залить...
Мне еще интересно: там песок под большим давлением "выписывает"? В том смысле, что потом трамбовка не нужна... Или, все же, нужно после потрясти?
Страницы