





Описание одной из проблем Запада, решённых (хочется надеяться — не до конца) успехом операции «Катастройка». Пример важен не только в рамках оборонной промышленности, но и в рамках насущнейшей задачи воссоздания отечественного станкопрома. Надеюсь на АШ все в курсе вектора уникальности советского проекта индустриализации?
О векторе проблемы Запада ниже в тексте статьи. Суть даже не в недополученной прибыли (хотя она есть и велика), а в том, что «дикари» нарушают такую необходимую монополь на технологии (о получении плодов которых они должны почтеннейше просить белых сахибов, не забывая преподносить соответствующие случаю дары, ни в коем случае не являющиеся взяткой; и ни в коем случае не создавать самостоятельно). В популярной форме на новейших примерах задача (и тенденция) описаны в памфлете Дениса Соколова «Чёрные буйволы бизнеса».
Секунда в угловом измерении
В самолётостроении, космической технике, строительстве, при создании машин, оптических измерительных приборов (нивелиров, теодолитов, коллиматоров) подчас необходимо выдерживать углы обработки с точностью до 1". Естественно, возникает проблема --- чем измерять эти углы?
Вот какие вопросы решал для себя московский шлифовщик Анатолий Петрович Буточкин. Да, рассуждал он, для контроля углов существует синусная линейка. На ней можно проверить угол с точностью до одной минуты в пределах от 0° до 45°. А как фрезеровать, шлифовать при углах 60°, 70°, 80° и более? Нет такой техники. И вот родилось универсальное приспособление. Оно позволяет проверять не только готовые детали, но и контролировать их в процессе обработки. Причём с точностью не в 1', а в 1", в диапазоне от 0° до 90° (и даже до 100).
Синусное приспособление Буточкина настраивается следующим образом: для поворота плиты 2 на заданный угол между базовыми поверхностями опор 6 и 7 устанавливают настроечные элементы [концевые меры длины] 9 с расчётной величиной H, которая определяется по формуле, где H1 и H2 величины извенстные. После установки блока концевых мер 9 плита 2 фиксируется относительно оснований тягой 10, что создаёт необходимую жёсткость при механической обработке изделия. При малых углах [менее 15°] настройка производится также, но с основания 1 снимается кронштейн 4.

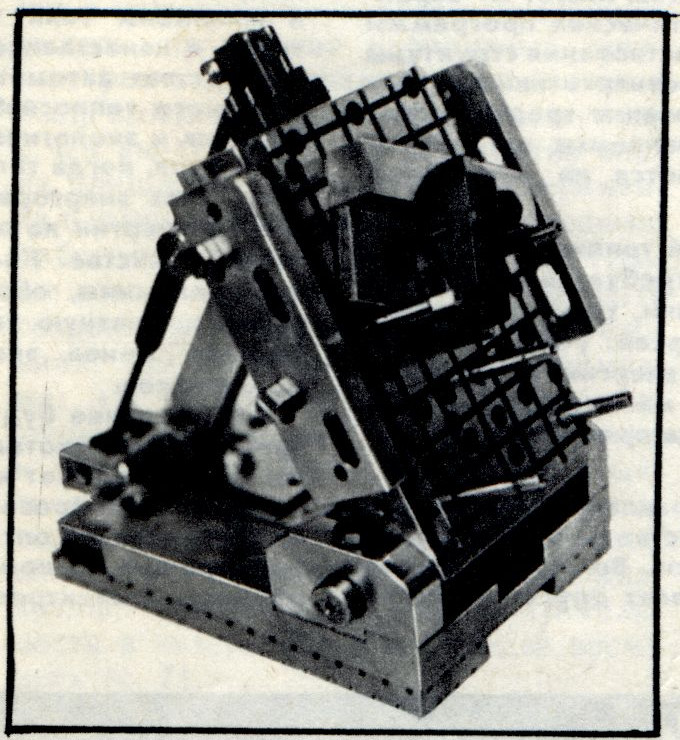
На рисунке показана схема синусного приспособления Буточкина. Меня, инструментальщика, в нём сразу привлекли простота и жёсткость конструкции. При работе на этом устройстве ничего не шелохнётся и не сдвинется ни на один микрон, хоть фрезеруй, хоть строгай или шлифуй деталь. Обработал её и тут же проверил. Точность проверки зависит от класса и разряда концевых мер длины (плиток Иогансона), которые обеспечивают точность обработки в угловых измерениях до 1".
На своём приспособлении Буточкину удалось сделать те самые эталоны угловых измерений, которые мы покупаем сейчас в Англии и платим 1 000 --- 2 000 фунтов стерлингов за каждый.
В нашей стране такие эталоны (называются они «многогранные угловые меры») ещё никогда не делались. А. Буточкин на своём синусном приспособлении сработал 24-гранную угловую меру за 4 дня. Стоимость её 60 руб.
Многогранная угловая мера в своём первоначальном виде --- это металлический шар диаметром 120 мм с базовым отверстием диаметром 32 мм. Это база для шлифовки, доводки 12 или 24 граней. Их плоскости расположены строго симметрично относительно оси базового отверстия и имеют отклонения от расчётного угла не более 1". Чистота обработки плоскостей, как и у концевых мер длины, не ниже 14-го класса. Напомним: самое хорошее зеркало имеет 9 класс чистоты.
Своё синусное приспособление Буточкин показал на секции новаторов московского дома научно-технической пропаганды (имени Ф.Э. Дзержинского :))) --- zagrei). И сразу же новатора стали приглашать на многие заводы. Отзывы о новинке --- самые положительные. Более того, ВНИИ информации и технико-экономических исследований по машиностроению и робототехнике (ВНИИТЭМР) рекомендовал «Союзоснастке» Минстанкопрома изготовить партию новых синусных устройств. Но оттуда последовал отказ, мол-де, один из заводов по изготовлению оснастки делает синусные линейки (кстати сказать, образца 1937 года). «Новое в этой области никому не нужно», --- заявили руководители объединения. Техническое управление Минстанкопрома предложило «Союзоснастке» пересмотреть своё решение. Службы более чем 70 заводов Москвы и Московской области, где Буточкин показывал своё изобретение, заявляют: предприятиям нужно именно приспособление Буточкина, а не нынешняя устаревшая синусная линейка.
Но пока новаторское устройство Буточкина существует в единственном экземпляре --- на заводе, где работает автор. Дальше оно не распространяется. А жаль!
Б. Данилов
токарь-лекальщик
Статья из журнала «Техника и наука» №6 за 1987 год.
Текст утянут с http://zagrei.livejournal.com/70469.html, иллюстрации (к вопросу о бытии информации в Сети) — из локальной резервной копии.
Альтернативное упоминаемое решение (образца 1937 года) показано на картинке:

Сравните и почувствуйте разницу (по имеющимся у меня данным показанный гаджет, помимо куда более скромной точности, работает только в диапазоне 0-45°).
Комментарии
Эхм-м-м... Некоторые сомнения гложут относительно люфтов в шарнире (3). В пятом и восьмом - готов согласиться - люфты выбираются.
Да и реальные потребности в столь высоких точностях - извините, но тоже крайне ограничены. Современная техника основанная на электронике действительно способна удовлетворить большинство машиностроительных потребностей.
Внешний вид артефакта определяется культурной традицией и возможностями станочного парка конкретного производства.
В идеальной сфере он же определяется той же культурой и решаемыми задачами (ЧТО нужно сделать и КАК на конкретном производстве принято подходить к решению данной задачи).
Вы можете поделиться описанием методики определения минимального и оптимального требований к точности? Делитесь! ☺
Касаемо ограниченности, есть вероятность неприятных сюрпризов при встрече с ситуацией, когда наличные технологии не обеспечивают даже минимума. Потому основная потребность в описывемых точностях — сохранение культуры.
Про «электронику», я надеюсь, Вы имеете в виду хотя бы электронику, современную цитированной статье (хотя правильнее — современную разработке описываемого артефакта)? ☺ Не забывая о дистанции от принципиальной возможности до экономической оптимальности предлагаемого решения (с учётом цены и доступности в Союзе).
Зачем? Все описано еще в прошлом веке, в 50-60-х годах. Даже раньше. Требуемая точность конструктором определяется.
... Правда, по своему собственному опыту могу сказать, что даже с грамотно оформленным чертежом сейчас столкнуться сложно - не говоря уж о серьезной продуманности всего изделия.
Ну, "минимум" сейчас не так уж и сложно обеспечить - современное оборудование позволяет. Отсутствие необходимого оборудования - это немножко все-таки другое.
Возникающие "ситуации" же решаются как правило ситуативно: зачастую проще изготовить разовую оснастку для конкретного изделия, чем создавать универсальную.
И с конструктора же весь спрос?
Касаемо чертежей склонен предположить следствие *преждевременного* (в онтогенезе) увлечения САПР. Ну и рыночно-востребованными практиками подряда на оформление документации. Практически пост-фактум.
Позвольте заметить, что в общем случае «минимум» ≠ «оптимум».
Да. Именно в его голове создается изделие - со всеми своими функциями и особенностями. Проблемы изготовления - уже проблемы производства. Но это, разумеется, в общем случае.
Бестолковость конструкций, правда, "увлечение САПРом" не объясняет. Компьютер инженеру был нужен для освобождения времени на продумывание, проработку изделия - а не для того, чтоб он вовсе думать перестал.
Потому и взял в кавычки.
Думается мне, Вы преувеличиваете значение конструктора.
И да, без знания и навыков учёта возможностей наличных технологий конструктор подобен простому фантазёру.
Бестолковость конструкций вполне объясняется профессионализмом (отрывом от предметной области).
«Нужен» в смысле назначения никак не гарантирует правильности использования.
Не говоря о том, что рутина прорисовки скорее полезна (фокусирует и удерживает внимание на время анализа), так же как и отладка (с написанием тестов), и навыки чистописания в начальной школе.
ЗЫ: Осталось проработать вопрос цены замены оптимальной точности на минимально-допустимую.
А никто другой к проектированию изделия отношения не имеет. Ну, разве что в наши времена - дизайнер.
Ничем кроме лени она не объясняется. И не может.
Минимально допустимая и есть оптимальная. Точнее чем необходимо - просто не нужно.
Никто другой отношения не имеет в случае предоставления идеального ТЗ (ведь фантастика, в современных реалиях так просто ненаучная).
Бестолковость конструкции вполне объясняется сверхличным отношением к предмету (различием требований к тому, чем было бы удобно пользоваться самому с тем, что нужно выгодно продать, т.е. главное требование — создать впечатление на группу лиц, ведающих финансированием).
Про точность тоже не соглашусь (это возвращение любезности за эпизод с ремонтопригодностью? ☺).
Минимально допустимая точность — это точность, при которой можно говорить о решении задачи.
Но помимо точности изготовления детали, есть как минимум технология сборки и контроль качества (отбраковка).
С учётом стоимостного анализа двух последующих этапов минимально обеспечивающая решаемость задачи точность вовсе не обязана совпасть с оптимальной.
1, 2. Ну да, давайте обвинять заказчика в его бестолковости - это самый удобный вариант.
3.
Это называется "накопление погрешности". При правильном проектировании накопленная погрешность минимизируется. Точнее - должна сводиться к минимуму. Это является одной из задач конструктора.
Конечной же целью проектирования является создание изделия, а не отдельной его детали.
Не в удобстве и простоте дело, а в принципиальной решаемости задачи для ситуации, когда сам заказчик не может внятно сформулировать свои пожелания (вы же сами говорили об упадке культуры оформления чертежей). С такой легитимной поправкой, как уточнение требований по результатам опытно-промышленной эксплуатации.
Если Вы с такими случаями не сталкивались, то люто завидую наичернейшей завистью.
Ключевым словом здесь является *должна*.
После чего можно переходить к вопросам физической реализуемости и совместимости с рынком (минимизация издержек и стоимостная оптимизация технологий).
Известные мне примеры говорят о том, что в настоящее время эта задача если и решается, то далеко не везде.
Вопрос же *индивидуальных* конечных целей в ситуации, когда трудоёмкость проектирования изделия превосходит физические возможности единичного специалиста — вещь интересная.
В статье речь о ,,новом в металлообработке,, минуя современные станки с микропроцессорами.
70 заводов говорят что им это нужно!
Один из еоментаторов АШ говорит ,,не нужно,,
Задел для эффективной перестройки сознания должен быть перед глазами. Т.е ощущаем и осязаем. Вы собственно за что? Прогресс или невежество?!
В статье речь о ,,новом в металлообработке,, минуя современные станки с микропроцессорами.
70 заводов говорят что им это нужно!
Один из коментаторов АШ говорит ,,не нужно,,
Задел для эффективной перестройки сознания должен быть перед глазами. Т.е ощущаем и осязаем. Вы собственно за что? Прогресс или невежество?!
... тридцатилетней давности...
... что уже вызывает вопрос про Заделы, Прогрессы и Невежества.
1. 70 заводов - говорили. 30 лет тому назад.
2. "Один-из-комментаторов-АШ", имея чуточку-на-минуточку прямое отношение к металлообработке:
- удивляется "семидесяти заводам", неспособным изготовить подобную фигню самостоятельно;
- сомневается в реальной необходимости в подобных точностях;
- сомневается в возможности достичь подобные точности данной оснасткой.
Нет.
Задел "быть перед глазами" не должен.
Задел - его делают. Самостоятельно. Из головы. Руками.
Я просто не считаю универсальную оснастку (даже "высокоточную") неким "прогрессом".
Набрасывая на возраст статьи в проекции технического совершенства полезно помнить о доминирующей современной тенденции (в лице копроэкономики http://aftershock.news/?q=node/337257). Если абстрагироваться от технологии и доступности на момент выпуска, очень многие современные достижения не впечатляют.
Технологии автоматизации полезно не рассматривать как данность, а исследовать вопрос цены владения (начиная с микроэлектроники на полупроаодниковой базе).
Касаемо удивления «неспособности» можно указать на разницу межу «неспособностью *изготовить*» и представлением о том, *ЧТО* нужно изготовить для решения некоторой задачи.
Сомнения в области целесообразности универсальной остнастки хорошо бы подтвердить описанием цены владения одноразовой.
ЗЫ: Позвольте также поинтересоваться: униварсальность станка Вы полагаете достоинством или недостатком? ☺
А если не абстрагироваться - то сабжевая приспособа становится обыкновенной плитой, опертой о размерные плитки. Не то что "не впечатляет" - а является одним из простейших и очевиднейших решений, ориентироваться на которые должен уметь каждый слесарь.
Ну... исследуйте на здоровье. Кто-ж не дает-то?
Аж на семидесяти советских заводах слесаря не ведали про треугольник? Не могли сообразить, что можно плитки подложить под опорную плиту?
В данном случае уместнее не "цена владения", а трудозатраты на изготовление. При использовании современного оборудования выгоднее регулярно заменять быстроизнашивающуюся спецоснастку предназначенную для конкретного изделия или операции, чем изготавливать каленую износостойкую. Не всегда и не везде - но практика показывает вот так.
До тех пор пока универсальность не начинает сказываться на других характеристиках - достоинство. Та же "поворотная голова" универсального фрезера позволяя работать под углом одновременно снижает жесткость станка.
Сабжевый девайс в шарнирах имеет люфты. Индивидуальная оснастка изготовленная для конкретного изделия таковых иметь не будет.
Чем дольше мусолится эта тема - тем тверже убеждаюсь, что сабжевый девайс являлся чьей-то пиар-акцией. Сама по себе ни чем серьезным данная оснастка не является.
В свою очередь "очень многие современные достижения" отнюдь не предназначены для того, чтоб кого-то "впечатлять". Они являются весьма унитарными решениями в основе которых лежат чуть более совершенные и доступные технологии.
На видео - изготовление деталей упомянутого мною ранее корпуса. Извиняюсь за качество: с настройками редактора ю-туба не разбирался.
Несколько деталей я режу из единого куска плиты. Не имея целью "впечатлить" - озадачу вопросом: как этот кусок плиты у меня на столе закреплен?
И - отдельно подчеркиваю: это достаточно простое и доступное техническое решение отнюдь не претендующее на лавры "Изобретения" или чего-либо подобного. Оно не предназначалось для "впечатлить".
Это просто удобное, достаточно надежное и технологичное решение. Больше ничего.
Вы говорите так, как будто это («пиар-акция») что-то плохое (одного упоминания московского дома научно-технической пропаганды имени тов. Дзержинского достаточно).
Позвольте напомнить банальность: «теория без практики мертва».
Разовая оснастка возможна при наличии как навыков изготовления, так и понимания ЧТО нужно сделать. А целесообразна начиная с определённой серии.
ЗЫ: Значение и содержание навыка пользования ПК за минувшие 20 лет тоже «несколько» изменилось.
А ведь можно пойти и дальше, за оценкой навыков чтения во времена до и после программы ликвидации безграмотности.
... Ну и до кучи - стяжку я бы все-таки располагал между шарниром и базовыми опорами, а не выносил бы ее, ставя плитки как ось рычага...
А старый орк разбирается в технике...)))
Ой! ):-]
Да я так - самую малость.
Самая малость и нужна, но в больших количествах, чтобы делать оружие, которое расширит влияние Мордора...;)))))
Пытаемся. Стараемся. Барахтаемся.
Не оружие, конечно, - но тоже разные пользительности выпадает делать иногда:
Если присмотреться к фотке в педевикии - можно найти такой же корпус.
UPD:
Там, правда, не мое "творчество" - тот корпус намного раньше делали. Сейчас вот обращаются иногда. Что, безусловно, приятно.
;)
пардон, что за аппарат?
Металлический корпус для электронных потрохов к авиадвигателям. Ссылка на ПД-14 в википедии:
https://ru.wikipedia.org/wiki/%D0%9F%D0%94-14
На фотке, на правой части двигателя - (почти) такой же (не мой!):
"Почти" такой же - потому что там два больших разъема, а у меня корпуса уже с тремя заказывали. Видимо изменения какие-то или унификация. На сколько мне известно, может использоваться на разных двигателях.
Что внутри, зачем оно там и почему такое - понятия не имею, ибо не положено. Мое дело - только корпус.
клавиатура сбила столку), показалось это намек на компьютеры.
Там еще есть банка из-под шпрот - в качестве пепельницы, и литровая кружка с чаем...
:)))
"банка из-под шпрот" - не пребалтийские часом? ;-)
Когда я их жрал - молчали. Как рыбы. Этикетку потерял.
Так что фиг их знает: национальная принадлежность осталась неизвестной...
Теперича в банке вместо шпрот - БЫЧКИ!;-)
Ну, нащот ВОССОЗДАНИЯ станкопрома - можно поспорить. Передового станкостроения в СССР, по сути, не стало задолго до начала горбостройки, ибо технологическое отставание от запада к середине 80-х увеличилось до размера пропасти. Всю более-менее современную оснастку и наиболее высокотехнологичные станки с ЧПУ для своих оборонных заводов (и не только оборонных) Союз закупал у немцев и японцев. И когда говорят, что СССР свои станки экспортировал в ту же Японию, это не выдерживает никакой критики, ибо стоимость проданного туда и купленного там же отличается даже не в разы, а в десятки раз. Т.е по сути, вывозилось что-то примитивное и дешёвое, а взамен ввозился хайтек, который СССР у себя производить был не в состоянии. Достаточно внимательно изучить советские статсборники. Вот, на примере 1986-1987:
Ну и о каком воссоздании мы вообще говорим? Тут, скорее, требуется не воссоздание, а строительство с нуля. Чем, по сути, сейчас и занимаются.
Увы - склонен согласиться. То оборудование советских времен, с которым приходилось сталкиваться, можно назвать надежным (да и то, строго говоря, не всегда) - но и только. Ремонтопригодность, точность - уже тогда сильно отставали.
Можно разные гипотезы выдвигать на тему "почему так", но - увы, было вот так.
Как оно (станкостроение) сейчас в Росии живет - не знаю.
Думайте сами, решайте сами...
А вот тут позвольте возразить (исходя из общих закономерностей). Понятие «ремонтопригодности» не так просто, как может показаться.
За определение времени начала не скажу.
Но буржуинские производителя крепко стоят на том, что оборудование *не должно* не то, что _ремонтироваться_, но элементарно обслуживаться без официального договора на тех.поддержку производителем (и поставку оригинальных запасных частей).
И мне как-то слабо верится, что производители станков выбиваются из этого ряда.
Сие - на мой взгляд лишь "отмазняк" для ленивых и, простите, низкоквалифицированных сотрудников производств.
Оборудование данной характеристикой обладает и обладать должно.
Интересный тезис.
Но неверный.
Это — в первую очередь попытка (степень удачности не рассматриваю) гарантировать некоторый минимум квалификации обслуживающего персонала.
Относительно производственного оборудования не скажу. Хотя необходимо начать с согласования требований к пониманию и уровня вмешательства.
Для коммуникационного оборудования, если иметь в виду полный цикл с адаптациями под российские реалии — извините, не «отмазняк», а вполне клинический факт.
И да, к лени: идеальные (сиречь оторванные тот практики) штудии способны утилизировать любой наличный потенциях. С минимальным практическим выходом (в пике — «теология»).
У разработчиков местами такое встречается…
ЗЫ: Не говоря о том, что «не должно» в идеально-правильном решении даже не «часто», а «обычно» противоречит условиям реального рынка.
Между металлообрабатывающим и коммуникационным оборудованием разница есть: они работают в совершенно разных условиях и подвержены воздействию различных факторов.
Например: бессмысленно рассматривать атмосферное воздействие на металлообрабатывающий станок. Оно его просто должно уничтожить - поржавеет он, грубо говоря. А коммуникационное оборудование должно быть на эти факторы рассчитано. В то же время коммуникационное оборудование не предназначено для механической обработки металла вызывающей вибрации и внушительные динамические нагрузки.
Выход из строя единицы производственного оборудования должен предполагать ремонт на месте - просто в силу размеров и веса оборудования. Да, постоит линия пару дней (ну, недель), поремонтируется - не смертельно.
В то же время (со всем уважением!) коробочку-на-столбе ремонтировать попросту глупо - логичнее ее ЗАМЕНИТЬ, верно? И лишь потом - ремонтировать. В случае со связью клиент даже пару дней ждать не согласится - визжать начнет.
Разное оборудование - разные факторы - разный подход к ремонтопригодности.
Разница несомненно есть.
Но Вы её предствляете… как минимум далеко не полностью.
Например требование учёта устойчивости к атмосферному воздействию пусть даже не платы, а стойки АТС (узла связи, ибо коммуникационное оборудование внезапно не сводится к типовой базовой станции ОПСОСа)… Надеюсь Вы сами додумаете эпитет.
Механические воздействия — да. Но Вы бы видели как может выглядеть следствие экономии на сопромате… А по весу (с учётом питания) оно получается по крайней мере совместимо.
И, как Вы правильно отметили, совершенно разные требования к простою (для коммуникационного оборудования начиная с некоторого уровня максимально допустимые величины простоя измеряются ЕМНИП единицами минут в год).
Ну - вот. О какой ремонтопригодности коммуникационного оборудования вообще можно говорить? Сломалась - заменять немедленно!
В случае же обрабатывающего центра весом в несколько тонн вариант "менять немедленно" может оказаться несколько... гхм-м-м... неразумным, не?
Позвольте для начала поинтересоваться: как соотносится вес «коммуникационного оборудования», которое Вы предлагаете «менять немедленно» с упомянутым «обрабатывающим центром»?
Небольшие элементы логичнее заменять. Большие - ремонтировать.
Высокотехнологичные (окупающиеся лишь при массовом производстве) логичнее заменять. Низкотехнологичные - изготовление которых возможно без использования массового производства - логичнее ремонтировать.
Коммуникационным оборудованием, кстати, можно назвать как мобильный телефон, некоторые элементы в котором можно заменять - так и, простите, спутник связи, "отремонтировать" который зачастую нереально.
В каждом случае подход к ремонтопригодности - свой. В тех же "коробочках-на-столбах", полагаю, есть элементы, которые проще заменить прямо "на ходу". И это тоже будет ремонтом.
Как показала практика того же СССР, буржуинское оборудование вполне ремонтопригодно. Во времена оны на всех советскких более-менее крупных и значимых заводах вовсю пыхтели вспомогательные инструментальные цеха, которые и точили запчасти для выходящих из строя буржуйских станков, ибо нефиг валюту тратить на ерунду.
И то, что я вижу сейчас, мало отличается от тех времен. Когда заканчивается гарантия и станок ломается, гораздо проще, быстрее и дешевле заказать фитюльку местным умельцам, чем тащить из-за бугра. По крайней мере, в 9 из 10 случаях возникшая проблема решается именно так. З/часть закзывается оригинальная только в самом крайнем случае, когда аналог невозможно изготовить.
ППКС!
У меня батя - сласарь-инструментальщик высшего разряда. Вышвырнули на пенсию с завода 4-года назад. Поверял штангеля, микрометры, глубиномеры и тд. Сейчас рассказывает про полный П на заводах с инструментом - некому настраивать и регулировать, молодёжь тупая, а стариков разогнали... Так, приносят ему по знакомству калым...
Строго говоря, от места к месту - разное встречается. В моем поколении (40+/-) технарей мало - все в бизнесы подались, а у кого не сложилось - в охрану...
Поколение вашего бати я называю мамонтами. Честно и открыто - в лицо. Не стесняясь. Объясняю: "Вымрете - фсьо. Учиться не у кого больше. Наше поколение на собственном опыте не выедет, а последующим и вовсе передать ничего не сможем."
Есть еще, есть и "похер в похеровницах" и люди. Есть... Только не надолго их хватит.
Останутся - да, БЕСТОЛОЧИ.
Новое («передовое», назначенное лучшим) не всегда лучшее.
И статистические сборники здесь сродни использованию ВВП для оценки экономики (вместе с анекдотом о средней температуре по больнице начиная с реанимации и заканчивая моргом).
ЗЫ: Касаемо причин приобретения высокотехнологичных няшек на Западе по мне наилучшей иллюстрацией является эпизод с «Железным занавесом». И эпизодом с организацией его скоропостижной проницаемости в критических ситуациях.
Что замечательно согласуется с закономерностями реального рынка (на котором продаётся в первую очередь то, что *нужно* продать). Ну и далее в усугублённо-художественной форме тенденция описана Денисом Соколовым.
вранье
станкостроение станков с чпу развилось как раз после 83-86 годов
притом качество станков даже было выше чем у немцев
и к 90 году станки были абалденные
например на наших станках была реализована обработка по спирали
для понимания вопроса
я занимаюсь станками с 1983 года
прошел все системы начиная от магнитных записи импульсов , до самых совершенных
Самолично сталкивался лишь с иркутскими 67К25ПМ.
Механика - хороша. Электроника - ... ужас ужасный. Извините.
в те года
мною
кмц-600
ир-320
2204вмф4
2202вмф4
2а620
16б16т1
и т.д.
а также куча иностранцев olivetti gildrmaister fanuk
по системам 2р22 2с64 вполне достойные стойки напоминают фануки
а нейрон вообще клон olivetti ( как и современные
NC-210
Извините еще раз: предпочитаю обсуждать исключительно то, с чем сталкивался сам. Вполне допускаю, что современные российские системы ЧПУ вполне себе хорошие.
Э-э-э... Просто я с ними не сталкивался.
у вас непонятно какая стойка или уци
Страницы