





Orbital ATK испытала авиационный гиперзвуковой двигатель частично созданный на 3D-принтере
Американская аэрокосмическая и оборонная компания Orbital ATK заявила об успешном испытании авиационного гиперзвукового двигателя, созданного с помощью технологий 3D-печати, сообщает пресс-служба компании.
«Камера сгорания (авиационного двигателя. — RNS) является превосходным примером детали, которую невозможно было бы сделать несколько лет назад. Успешные испытания вдохновят наших инженеров на продолжение исследований и использование инновационных технологий для снижения времени и стоимости производства», — заявили в компании.
Новая силовая установка во время испытаний на протяжении 20 дней подвергалась воздействиям, характерным для полетов на гиперзвуковых скоростях. Тесты являлись одними из самых продолжительных испытаний в аэродинамической трубе из когда-либо зарегистрированных.
3D-печать — технология трехмерного создания объектов на основе цифровой модели с помощью последовательно наносимых слоев. Технология позволяет воспроизводить фигуры любой геометрической формы в кратчайшие сроки.
## Похоже речь идет о изготовлении примерно на таком аппарате
## Описание технологии http://3dtoday.ru/wiki/DMLS_print/
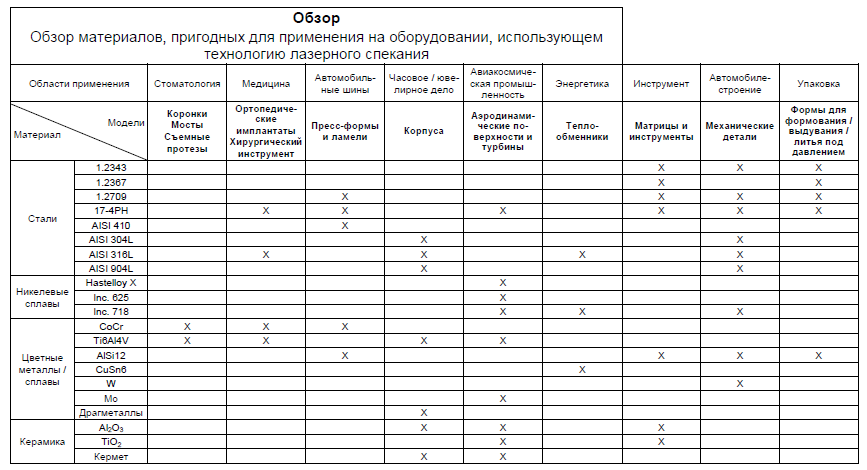
## Материалы с которыми может работать 3Д принтер
Комментарии
заголовок неверный, если я правильно понял текст, речь об отдельной детали или деталях.
Давай исправлю в оригинале такой заголовок
Так пойдет?
к чему вообще этот мусор с рамблера?
Вот это как раз точно не мусор. Технология 3Д печати металлом и керамикой очень интересная.
технология то может
а вот сообщение мусор
кстати для наших двигателей собираются применить силицируемый графит
Ну пока не слышал то бы наши печатали камеры из керамики. Лопатки уже печатают на турбины.
Обычные претензии к этой технологии - высокие энергозатраты на единицу продукции и низкое качество.
Похоже с качеством проблемы решаемы, если делают детали работающие под высокой нагрузкой.
А какие проблемы с качеством?
Я хорошо в теме можем предметно обсудить.
С энерго затратами согласен, так что ниша там где нужны тугоплавкие материалы и не большие размеры с мелкой деталировкой
С качеством - как я слышал, ограниченная способность создавать среду с необходимыми характеристиками влечет пониженные характеристики и у конечной продукции.
Хотя, возможно, на наиболее дорогих комплексах, это решаемо - но опять же небесплатно.
Добрые люди рассказали, что испытывали лопатки для турбин, изготовленных методом 3Д печати. Характеристики материала сопоставимы с литьем. В некоторых случаях даже лучше, поскольку меньше температурные коробления.
Так же можно печатать тонкие стенки.
Меня в вопросах 3В-печати больше экономический аспект интересует для серийного и мелкосерийного производства. То что на лучших моделях можно сделать высококачественные детали - под сомнение я не ставлю особо.
А вот какой уровень можно достичь при затратах одинаковых с традиционным мелкосерийным производством - вопрос.
Ну например прессформы. Инструментальная сталь не очень хорошо обрабатывается (высокий износ инструмента) и энерго затраты то же приличные а на печатать можно легко. Опять же сроки изготовления прессформы 1-6 месяцев, напечатать можно за 1-3 дня.
Самый большой недостаток технологии это качество поверхности как после литья, т.е. требуется постобработка. Ну и дороговизна самих аппаратов.
Если рассматривать для всего народного хозяйства то же очень заманчивая идея. Централизованное изготовление порошка. И изготовление на месте любой детали. Сильно упрощается технологический процесс.
Заманчивой идеей это станет не раньше, чем будут хорошие экономические показатели для серийных производств. До этого момента, выглядит как полезный дивайс для пилотных проектов и RnD когда на экономику не смотрят.
Ну производство прессформ уже сейчас рентабельно, лопаток на турбины то же.
Кстати аппараты первоначально французские, потом французов выкупила американская компания, а лазеры там российские стоят.
В Институте лазерных и сварочных технологий Санкт-Петербургского политехнического университета Петра Великого разработана уникальная технология высокоскоростного изготовления деталей и компонентов авиационных двигателей методами гетерофазной лазерной порошковой металлургии. Она будет применяться на ОАО «Кузнецов», входящем в состав Объединённой двигателестроительной корпорации.
В качестве наплавляемых материалов можно использовать различные порошки: сплавы на основе железа, никеля, кобальта, титана, в том числе жаропрочные и корозионостойкие, интерметаллидные сплавы, композитные метало-керамические материалы. За счёт изменения состава используемого порошка можно создавать уникальные изделия с градиентом химического состава, а значит, и с различными свойствами в различных частях изделия. Таким образом можно изготавливать монолитные изделия с плавным переходом от одного материала к другому, например, от стали к жаропрочному сплаву на никелевой основе или от стали к кобальту.
Это не много другая технология промышленные аппараты у них уже есть? Или пока только обкатка технологии.
Судя по всему, это вот какие добрые люди рассказывали
http://sdelanounas.ru/blogs/70431/
И если внимательно прочитать материал - то становится ясно, что это никакой не 3D-принтер, а совершенно другая технология. В ней нет главной отличительной части 3D-приентера - печатающей головки. А есть непрерывная подача газопорошковой струи, которая в нужном месте попадает под лазерный луч и плавится. То есть это не спекание порошка, а хитрая технология послойной наплавки. И за счёт возможности непрерывно менять состав порошка - есть возможность так же плавно и непрерывно менять состав материала детали.
Другие добрые люди. Это другая технология.
ну испытала, хорошо. есть первичка хоть какая-то? я вижу креатифф ружрализда
Вот в первоисточнике как это выглядит (то есть в данном случае журналисты особо не переврали):
Dulles, Virginia, January 18, 2016 -- Orbital ATK (NYSE: OA), a global leader in aerospace and defense technologies, announced today that it has successfully tested a 3D-printed hypersonic engine combustor at NASA Langley Research Center. The combustor, produced through an additive manufacturing process known as powder bed fusion (PBF), was subjected to a variety of high-temperature hypersonic flight conditions over the course of 20 days, including one of the longest duration propulsion wind tunnel tests ever recorded for a unit of this kind. Analysis confirms the unit met or exceeded all of the test requirements.
One of the most challenging parts of the propulsion system, a scramjet combustor, houses and maintains stable combustion within an extremely volatile environment. The tests were, in part, to ensure that the PBF-produced part would be robust enough to meet mission objectives.
“Additive manufacturing opens up new possibilities for our designers and engineers,” said Pat Nolan, Vice President and General Manager of Orbital ATK’s Missile Products division of the Defense Systems Group. “This combustor is a great example of a component that was impossible to build just a few years ago. This successful test will encourage our engineers to continue to explore new designs and use these innovative tools to lower costs and decrease manufacturing time.”
The test at Langley was an important opportunity to challenge Orbital ATK’s new combustor design, made possible only through the additive manufacturing process. Complex geometries and assemblies that once required multiple components can be simplified to a single, more cost-effective assembly. However, since the components are built one layer at a time, it is now possible to design features and integrated components that could not be easily cast or otherwise machined.
PBF is one of several manufacturing methods currently being explored by Orbital ATK and its technology partners. Final assembly of the test combustor was completed at the company’s facilities in Ronkonkoma, New York, and Allegany Ballistics Laboratory in Rocket Center, West Virginia.
Orbital ATK’s Defense Systems Group is an industry leader in providing innovative and affordable precision and strike weapons, advanced propulsion and hypersonics, missile components across air-, sea- and land-based systems, ammunition and related energetic products.
https://www.orbitalatk.com/news-room/release.asp?prid=113
А что интересует?
вот примерно такой аппарат использовался.
Система селективного плавления SLM 500HL — это мощный производственный инструмент быстрого получения металлических изделий любой конфигурации. Установка оснащена сразу двумя лазерами (400 и 1000 Вт)
http://www.cybercom.ru/equip-and-materials/3d-printers/production/SLM500...
как раз наоборот – не интересует мусор с рамблера. вся контора как была говном так и осталась.
если вы в теме, переводите первоисточник сами, здесь это приветствуется и вознаграждается.
А там и в первоисточнике не много информации. А в живую с аппаратами знаком. Если есть интерес к технологии задавайте вопросы.
ну вот раз не много информации в первоисточнике, то к чему тогда креатифф журнализдов тащить? как мне ещё свой вопрос сформулировать? чтобы было совсем понятно, что рамблер – гавно
Камера сгорания это достаточно сложный элемент двигателя, и то что его научились делать при помощи данной технологии это новость.
Ни каких подробностей обычно в таких случаях не пишут ибо ноу хау.
Ну и я на премодерации, раз Алекс решил, что на пульс значит на пульс
у меня такое ощущения, что я со стеной разговариваю.
Вы лучше вопрос задайте по технологии, если она вам интересна, если не интересна идите дальше с миром.
что именно в этом тексте можно узнать нового о технологии или её развитии? данные по экономике есть? качеству?
Что с помощью данной технологии можно напечатать сложное керамическое изделие. Данное керамическое изделие используется в экстремальных нагрузках, а именно как топка гиперзвукового двигателя. Испытания прошли успешно изделие работает.
По экономике ни чего не пишут. Но по опыту на таких сложных изделиях, экономика вторична по сравнению с технологическими параметрами. Керамика вообще очень капризный материал.
так я об этом уже года два-три читаю.
ничего вразумительного кроме испытаний и намерений пока нет.
И не будет.
Ну раз вы в теме плаваете, то вопрос:
Диоксид титана - керамика?
Аппарату в общем без разницы. Метал, керамика, кермет, алюминий. Драг металлы. Все в одном флаконе
А можно примерную цену с учетом установки и обслуживания 280 модели.
И стоимость примерную 1 гр изделия с учетом расходников аргона и порошков?
Получаются нормальные материалы - или пористые? Какая возможна плотность материала?
Нормальные материалы получаются, как раз принципиальное отличие от порошковой металлургии. Поскольку при обычном спекании порошка получаются поры потом при азотирование поверхность не очень стойкая. Здесь нормально получается.
По ценам примерно было в прошлом году 300-400 руб за кубический сантиметр, на инструментальных сталях. Сейчас с учетом роста доллара повыше будет. При освоении российских порошков цена перестанет зависеть от доллара.
Стоимость 280 й модели?
Если такая себестоимость - то для промышленного изготовления пока получается минимум на порядок дороже чем обычным образом. Жалко. Давно бродят мысли по покупке или аренде такого оборудования -у нас и прототипирование и изготовление партий в 100-1000 штук постоянное. Но дешевле получается традиционным образом пока.
Старший порядка 1 млн долларов, 280-й порядка 800 тыс.
А что изготавливаете? Для обычных изделий пока очень дорого, если прессформы или другие трудно обрабатываемые детали. Или очень сложной геометрии.
По керамике может быть очень интересно если перейти на российские порошки. По идее можно брать обычный глинозем В процессе освоения.
У нас обычные изделия - аксессуары для оружия (кольца, планки, приклады, ручки и т.п.). Все своей разработки. Большой объем работы с изготовителями ...
Под такие изделия пока дорого. Если есть штамповка то можно на прессформы использовать.
ага
есть абсолютно разные технологии, такие как порошковая металлургия, металлокерамика, в конце концов станки ЧПУ сейчас на такое способны...инженер выбирает из этого всего, что, какого качества и сколько ему надо получить.
вопрос в другом - а кто выбирает инженера?
Инженегра выбирает физический Процесс воплощения простого принципа деффективным менагером: ".... высокие энергозатраты на единицу продукции и низкое качество" детали работающей под высокой физической нагрузкой и потому она в данных услоиях - должна быть, обязательно виртуальной (3D-печать).
А боже ж мой - писк моды, 3D принтер, известный еще в СССР под именем лазерное спекание. Интересно, какое следующее старое совейское изобретение назовут 3D принтером. В чем-то греф прав - США доросли до уровня готовности к внедрению некоторых советских научных НИР, а у нас дорогая нефть привела к ожирению мозга элиты с соответствующими "реформами" образования и науки. Ничего, голод не тетка - мозги вправит и научит Родину любить.
Лазерное спекание и есть. К тому же еще и лазеры нашего производства.
То есть как - нашего? Можно подробнее?
К сожалению не знаю точную модель, что то из линейки Фрязино.
http://www.ntoire-polus.ru/products_powerful.html
твердотельный САПР и порошки у них наконец доросли до советского уровня вот и выёживаются ))
Какая-то замануха для китайцев? Для массового производства нет разницы чем делать. Зато разница в прочности - существенная.
Самые крутые лопатки - монокристаллические - такие на принтере не сделать. Или идет отказ от данной технологии в пользу чего-то еще?
Страницы