






Если не брать в расчет землю и цеха, то, конечно, главное на заводе - это обрабатывающие станки. Конкретно основные - токарные и фрезерные. Есть еще множество других, более узкоспециализированных, но эти - основные. И, конечно же, они должны быть с ЧПУ управлением. Без этого сейчас вообще никуда. Попробуем собрать импортнозамещенный фрезерный станок для точных работ. Смотрим, из чего он состоит:
1. Станина. - Люминий, или чугуний.
Ладно! Это мы можем. Отольем, обшкурим, покрасим! Для легких станков можно вообще станину-раму сделать сборную из кострукционного алюминиевого профиля. У нас его несколько заводов производят. Для тяжелых и точных станина нужна цельнолитая. Чуть сложнее, но тоже решаемо у нас же.
2. Система перемещений.
В зависимости от требуемой точности. Для производства мясорубок пойдут рельсы скольжения, или ролики, как на фото справа. А вот, если нужна точность, то безальтернативны линейные направляющие.
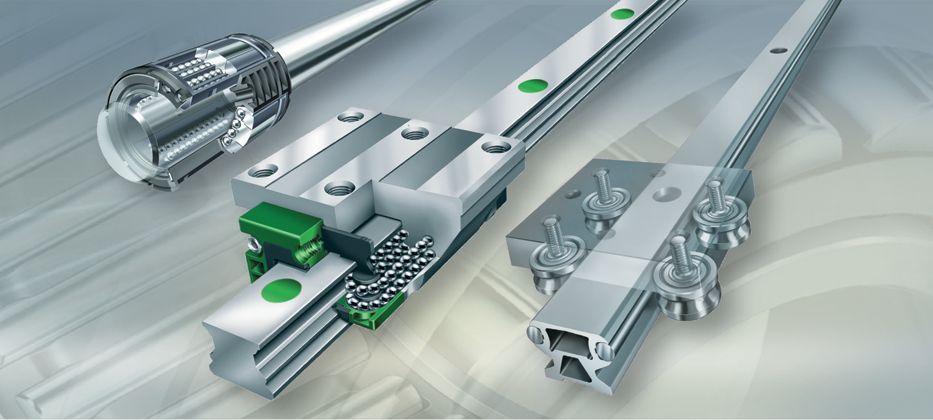
Для высокой точности вот такие, как посредине.
Кто выпускает? Корея, Япония, Германия, Китай. Россия - нет. Нет у нас такого производства.
3. Шпиндель. Мощность 1,5-4 квт. Для долгой и стабильной работы - с водяным охлаждением.
И это не электродрель. Это прецезионный трехфазный двигатель с минимальным биением на валу, которое обеспечивают особо точные подшипники. Кто делает? Китай, Германия. Россия - не делает.
4. Двигатели приводов.
Шаговые, или серво - в зависимости от требуемой точности и скорости. С соответствующими драйверами (блоками управления). Для точных перемещений с отслеживанием перемещений внутренним - относительным, или внешним - абсолютным. И - да, России в списке производителей нет.
5. Система управления. Это сама стойка ЧПУ.
Фактически - спец. компьтер с программной оболочкой. Понятно, что ни таких компьтеров, ни программ мы не выпускаем.
Вот и выходит, что, кроме станины, собрать сейчас хороший станок из родных комлектующих невозможно. И, если мы говорим о промышленном суверинитете, то необходимо налаживать наше производство линейных приводов, шаговых и серво приводов, шпинделей. Разрабатывать свои стойки управления, программы. А, уж, сделав себе такие станки, фрезернуть на них условный ойфон не составит никакого труда. Да и торговать такими станками с нашими, менее продвинутыми в промышленности партнерами, будет гораздо интереснее, чем пшеном.
Комментарии
По сути фраза корректна и отражает реальный процесс. В литературном смысле, вероятно, можно написать лучше.
Собственно ГОСТ 8 (если речь именно про металлорежущие станки, а не про какие-то другие) предназначен для унификации программ и методик испытаний реальных станков (собственно в преамбуле ГОСТа 8 это как раз и написано в явном виде).
Поэтому первичны как раз программы и методики испытаний и результаты испытаний по этим ПиМам. А уже со временем, чтобы уйти от "зоопарка" вводилась стандартизация ключевых нормируемых параметров.
Обывателям, которые не знакомы с реальной историей появления тех или иных НТД, может казаться, что якобы вначале появились ГОСТы, а только потом по ним начали выполнятся разработки. Но в реальной жизни стандартизацию начали проводить уже тогда, когда фактическое разнообразие станков разных производителей (в т.ч. иностранных) привело к очень сложному сравнению характеристик разных станков.
Собственно и новые редакции ГОСТов составлялись на основе реальных опытных разработок, а не просто от балды. Поэтому и здесь первичными являются ПиМы, а новые ГОСТовские классы уже являются следствием.
Давайте все же начнем с того что у Вас речь шла что в СССР не выпускали станки класса точности В потому что не было технологий)
Ну и далее по тексту
так все же выпускали?
Уже ответил Вам выше. Это Вы сами придумали про "класса точности В", и спорите со своими собственными фантазиями. Я же писал совсем о другом. Если Вы читать не умеете, то это ваши проблемы.
Хорошо сформулируем по другому Перейдем к абсолютным значениям)
Какой точности станки выпускались за рубежом и не выпускались в СССР Можем даже взять какой-либо конкретный параметр ну не знаю, например погрешность линейных перемещений
Такая постановка вопроса для Вас более корректна?
Вы можете ответить на этот вопрос?
Ответил ниже
Естественно, что я имею к машиностроению большее отношение, чем Вы.
О гибели машиностроения я вообще ни слова не говорил. Это сейчас написали Вы. То есть Вы оказывается даже читать не умеете. Поэтому Вы типичный балабол, который чего-то там фантазирует за других.
Таки про гибель нашего машиностроения написал я исходя из Ваших утверждений что Вы имеете отношение к машиностроению)
Из моих утверждений вообще никак не вытекает какая-либо гибель машиностроения или чего-то другого. А вот Вы действительно подтвердили свой диванный уровень.
А Ваши познания????
Уважаемый автор, вы, случайно, не знаете человека по фамилии Лаврищев?
В нашей конкретной отрасли я такого человека не знаю, по крайней мере среди известных людей такого нет.
Перспективный чат детектед! Сим повелеваю - внести запись в реестр самых обсуждаемых за последние 4 часа.
автор немного брешет для скоростной обработки на легких и средних станках в легких режимах да линейные направляющие идут. Для тяжелых станков и прецизионных только направляющие скольжения с масленым клином. Шабер наше все
Тоже вопрос
есть же СПИД
да здесь и в бытовом плане проблема с качеством литья конструкционного люминия. плывёт.
5. Система управления. Это сама стойка ЧПУ.
Фактически - спец. компьтер с программной оболочкой. Понятно, что ни таких компьтеров, ни программ мы не выпускаем. тоже врем немного
http://stanki-katalog.ru/st_21.htm
Технических проблем в станкостроении выше крыши.
1. Станина и прочие крупные детали станков. В стране отсутствует технология быстрого отжига, из-за этого плывут и кривляются, точности не обеспечивают. Проблема тянется из СССР. В настоящее время проблема частично решается литьем из камня, но кроме самой станины, ничего больше из камня не сделать.
2. Подшипники, в том числе линейные. Не умеют у нас делать ни точных, ни долгоживущих подшипников. Проблема тянется из СССР. Китайцы, кстати, тоже не умеют. Все их шпиндели на японских и шведских подшипниках, на самый крайняк, на тайваньских.
3. Шаговые двигатели. Не умеют у нас делать прокат электротехнической стали с контролем анизотропности магнитных свойств. Или, хотя бы её стабильности. В результате, каждый шаг имеет различное усилие. Проблема тянется из СССР. Теоретически, можно сделать драйвер с памятью, в которой можно хранить нагрузочную таблицу по каждому шагу, и компенсировать это в цифре. Но нужно начать и сделать.
Все остальные проблемы упираются в отсутствие сбыта. Да, как ни странно, но отечественные станки никому не нужны. Всем нужен отечественный станок, но только в единственном экземпляре, что бы отчитаться. А порешать все технические проблемы можно только в случае, если станков будет куплено много, тысячи в год.
1. Искусственный камень + направляющие из калиброванного проката.
2. Может попробовать электромагнитные подвесы?
3. Надо вентильные движки попытаться использовать.
Сдаётся мне, слово "станки" тут лишнее. Всё купим(с) - результат налицо.
Помнится, что детали высокоточных станков, изготавливались на станках типа "мастер". А вот "мастера" собирали с ручной подгонкой на станине двадцатилетней выдержки. Но это всё технические вопросы. Сейчас главное найти правильное решение организационной проблемы. Раньше всё делалось на авторитете и компетентности отдельных руководителей. Это долго и сопряжено с рисками. Разворуют, недосмотрят и прочее. Сейчас целесообразно применить математическое моделирование. Можно сократить время, сохранить ресурсы.
Глупости. Делал. Может не делал сверхточных, но это в любом случае на шарике штучное производство.
Именно так тут всё и работает. Нужно было задание правительства на строительство завода линейных направляющих и скоростных высокоточных подшипников. А также лобирование и продвижение этой продукции на рынке (вплоть до прямых субсидий на каждую продажу, что бы продукция стоила дешевле, чем у конкурентов и пофиг на себестоимость).
СССР не делал станков высокой точности, или по Вашему "сверхточных". Но это как раз станки для производства деталей станков даже меньшей точности. А раз нет станков, то невозможно сделать хороший подшипник и т.д. и т.п.
Метод "задание идет сверху" тут не работает, а потому в СССР так и не смогли сделать не только сами станки высокой точности, но и даже разработать отдельные технологии промышленного (не лабораторного) уровня, которые бы позволяли такие станки сделать.
Естественно, что советское правительство и его подразделения (в СССР) писали массу заданий по тематике разработки нужных технологий, строительства заводов и прочего. Но так, как отсутствовали технологии, в частности, по производству "скоростных высокоточных подшипников", то задание становилось абстрактным. На выходе получали такую же абстракцию в виде отчетов различных НИИ.
Может открою секрет, но сверхточные станки доводятся в ручную. Потому что только руками можно сделать станок класом точности выше, чем изначально станок.
А с чего вы взяли, что не мог? Может просто посчитали экономику и не ставили такую задачу, потому что это глупо ради нескольких штук? В конце концов в мире всего несколько производителей подобного уровня, а обычные оц делает сотня-другая производителей.
И что вы подразумеваете под высокой точностью?
Если для Вас это секрет, то Вы его себе открыли.
Любое сложное изделие доводится в ручную. А станки повышенной точности тем более. Вот только и с учетом ручной доводки ничего не сделать, выше той точности, которую обеспечивает имеющийся инструмент.
Производство станков для производства других станков никогда и никем не считалась глупой задачей, разве что для "эффективных менеджеров с 90х годов". Естественно, что в СССР такая потребность была, и задачи ставились, но решить их не удалось. На практике повышение точности станков дает очень большие преимущества в разных сферах.
Под высокой точностью для каждого временного периода я понимаю лучшие мировые образцы аналогичных по функционалу станков. У разных станков (назначение, масштаб) разная точность, поэтому нет одной величины, которая бы характеризовала точность всего станочного парка.
Кое-что вы позабыли в своëм списке.
Станок сам себя спроектирует, подготовит к выпуску, наладит производство?
Я вам сейчас странный вещь скажу - в России не делают даже самых обыкновенных, известных лет сто, клиновых ремней приличного качества! А вы говорите, прецезионные станки, ЧПУ...
Вам рассказать на чем Arian-овские движки вытачиваются
Страницы